製品の在庫状況は地域によって異なります。 詳細については、オリンパスの営業所までお問い合わせ下さい。
概要
パイプ円周溶接部検査システム
PipeWIZARDは、フェーズドアレイ(PA)法と従来法の超音波(UT)技術を組み合わせたパイプ円周溶接部の自動検査(AUT)スキャナーシステムです。厳しい環境下でもパイプの溶接部を次々と検査できるよう設計されています。
特に、大量のガス、石油、水、化学薬品などを輸送するパイプラインは、世界の経済において重要な役割を果たしています。通常、パイプラインのパイプは自動溶接機を使用して現場で円周溶接を行います。この溶接部はパイプラインの建設現場において最も不具合が起きやすい箇所といわれています。溶接後、非破壊検査による探傷を行い、コーティングされ、海底や地中に埋没されたりします。このような建設過程での厳しい要求に対応して、溶接部の欠陥をすばやく検出し分析する必要があります。
 自動超音波検査(AUT)
自動超音波検査(AUT)
近年、世界中で、パイプライン溶接部検査法として、従来の放射線検査に代わり自動超音波検査(AUT)が主流になっています。放射線検査法には、面状欠陥の検出が困難、深さ方向の欠陥サイジングが困難、作業安全性の問題、環境への影響などの懸案事項があります。
自動超音波検査の利点:
- 放射線や薬品を使用せず安全で、放射線取り扱いなどのライセンスが不要
- 短時間で探傷でき、生産効率アップに貢献
- 優れた検出能力およびサイジング精度により、不良率を減少
- 縦方向のきず高さ、およびきずの深さの測定に、Engineering Critical Assessment(ECA:工学的な欠陥評価手法)の合否判定基準を採用することにより、不良率を減少
- 分かりやすい出力表示により、リアルタイム解析が可能
- データ保存および探傷レポート作成が簡単
- 不良率を減少させ、溶接工程を効率的に管理
フェーズドアレイ技術
初期のAUTシステムは、超音波探触子をマルチチャンネルで使用するものでしたが、近年ではフェーズドアレイシステムが採用されるようになりました。フェーズドアレイは、超音波を送信・受信する際に電子制御によるビーム形成を行います。アレイプローブの各振動素子のタイミングを個別に制御して励振することにより、ビーム角度や焦点距離を幅広く設定することが可能です。
従来のマルチチャンネルUTシステムと比べるとフェーズドアレイには次のような多くの利点があります。
- 24個以上必要だった超音波探触子が、2個のフェーズドアレイプローブに置き換え可能
- 各探触子の位置を調整することなく、ファイルの読み込みだけでセットアップが可能
- ソフトウェア上の適切なパラメーター設定だけで、フェーズドアレイのビーム(角度、集束、ビーム路程、ビーム幅など)を最適化
- マルチチャンネルUTシステムと比べ、およそ80%、可動部品が少ないため、スキャン中に信頼性の高い検査結果を安定して取得可能
- フェーズドアレイ用スキャナーは、マルチチャンネルUT用スキャナーより小型・軽量で、操作が簡単、溶接線の両サイドのコーティング除去部分を最小限に抑えることが可能
- マルチチャンネルUTシステムでは肉厚やパイプの直径により適用制約があるのに対し、ほとんどすべての溶接構成で探傷が可能
- フェーズドアレイシステムでは、TOFDとの併用、高度な画像化、より詳細な検査などカスタム仕様の溶接部検査が可能
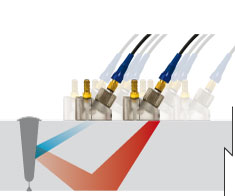
| フェーズドアレイ法:
2個のアレイプローブで全域をカバー | 従来型UT法:
全域をカバーするには24個以上の探触子が必要 |
|
|
| 図は、ある1つの検査ゾーンを示しています。フェーズドアレイ法では超音波ビームを電子スキャンさせるので一つのプローブですべての検査ゾーンを同時に探傷可能です。溶接線の片側にプローブを置くだけで、溶接部全域をカバーします。 | 図は、ある1つの検査ゾーンを示しています。溶接部全域をカバーするために複数の探触子を配置する必要があります。 |

規格準拠
1998年に、ASTMは、ASTM
E-1961-98を公表しました(2003年に再承認)。この規格は、検査ゾーン識別、迅速なデータ分析、特殊校正試験片、セットアップ手順など、円周溶接の自動超音波検査に関連する主な項目について定義しました。このE-1961は、ECA(工学的な欠陥評価手法)の使用方法を対象にしています。1999年に米国石油協会(API)は、放射線透過検査(RT)に加えて円周溶接の機械化された超音波検査(UT)をカバーしたAPIの19版
Standard 1104を発表しました。
PipeWIZARDは、ASTM E-1961およびAPI 1104に準拠した超音波検査を行うことができます。さらに、海底パイプライン敷設のAUT規格であるDNV-OS-F101にも準拠しています。
PipeWIZARDは、現場からの改良の要求に応え、特にサイジング性能、分解能において、これらの規格を超える性能を有しています。
厳しい環境に対応可能
PipeWIZARDシステムは、極寒のシベリア地方から中東の熱帯砂漠地方までの寒暖差、および湿潤、塩分、乾燥などの過酷な環境に対して優れた耐久性を備えています。広範囲に及ぶ試験を行った結果、PipeWIZARDは耐振動性、耐衝撃性、耐電磁妨害に優れていることが実証されています。
PipeWIZARDは、さまざまな円周溶接パイプに対応することができます。
- 溶接開先形状タイプ: CRC-Evans、J-bevel、V-bevel、double V、Xなど
- パイプ肉厚: 6mm~35mm。厚い肉厚に対応したオプションを用意
- パイプ直径: 152mm~1422mm。小径パイプ用のオプションを用意
- パイプ材料: 炭素鋼、合金(インコネル、クラッド鋼など)、肉厚に変動があるシームレスパイプなど
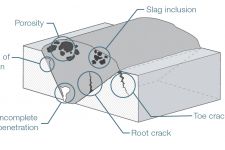
検出可能な欠陥: 融合不良、溶込み不良、気孔、溶落ち、アンダーカット、hi-low、クラック、低温割れ、異物巻込みなど
探傷サイクルタイム: 2分~6分(溶接タイプ、パイプの直径、場所、環境により異なります)。
PipeWIZARDの実績
- PipeWIZARDフェーズドアレイシステムは、世界で最大規模の陸上・海中パイプライン敷設プロジェクトに採用されています。
- PipeWIZARDシステムは、100万箇所を超える溶接部の検査に使用されてきました。
- 主要な石油・ガス企業のパイプライン敷設プロジェクトにおいて、PipeWIZARDシステムの性能が実証されています。
- Exxon Mobil
- Shell
- TOTAL
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- 世界中で何百人ものオペレーターがPipeWIZARDシステムのトレーニングを受けています 。

領域識別探傷技法
PipeWIZARDシステムで使用する検査技法は、領域識別技法と呼ばれ、溶接部の各領域をそれぞれ特定の超音波ビームで探傷します。各領域は溶接パスの高さに相当します。
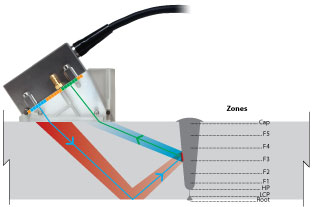
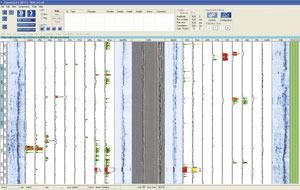
溶接線の両サイドに1個ずつ、つまり2個のフェーズドアレイプローブを設置するだけで、溶接開先エリア全体をカバーし、溶接部の全体積を探傷することができます。探傷する領域に応じてパルスエコー法およびピッチキャッチ法を併用します。このフェーズドアレイチャンネル(各領域の検査結果)は、ストリップチャートモードで表示されます。
小さいきずや反射困難な角度で入ったきずの欠陥指示の検出とサイジングには、タイム・オブ・フライト(TOFD)技法を組合わせて検査を行います。TOFDはストリップチャートチャンネルで検出した欠陥指示の確認にも使用されます。また、TOFDデータを収集するためには、フェーズドアレイプローブや専用の超音波探触子が用いられます。
さらに、4個の専用の超音波探触子を斜めに配置したトランスバースモジュール(オプション)を使用すると、溶接線に対し斜め方向のきずを検出することも可能です。
 溶接部や校正用試験片をスキャン中、特定のチャンネルを表示して、各フェーズドアレイプローブのカップリング状態をモニタリングします。
溶接部や校正用試験片をスキャン中、特定のチャンネルを表示して、各フェーズドアレイプローブのカップリング状態をモニタリングします。
溶接部検査の設定には、現場で使用するパイプと同サイズの直径、厚さを持ち同じ材料で作られた専用の校正用試験片が必要です。この校正用試験片には、溶接工程で起こりやすい典型的な欠陥指示を示す人工欠陥が入れられます。これにより、探傷手順に基づき、すべてのビームを校正することができます。
使いやすい高性能ソフトウェア
PipeWIZARD V4ソフトウェアは、現場での使用実績のある信頼性の高いTomoViewデータ収集/解析ソフトウェアに基づいています。シンプルな自動セットアップ作成機能と多くのデータ解析ツール(2-Dビューなど)、使いやすいレポート作成機能、優れた溶接部探傷機能を搭載しています。また、PipeWIZARD V4ソフトウェアは、シンプルでフレキシブルかつ拡張性を持つように設計されているため、複雑な探傷セットアップにも簡単に対応できます。ユーザーインターフェースは、短期間で使用方法を習得できるよう最適化されており、効率的な現場作業を実現します。短時間のトレーニングで、すぐにPWZ V4.0の操作が可能になります。
PipeWIZARD V4ソフトウェアは、常に改良され続けているTomoViewプラットフォームで開発されているため、現場作業中であっても簡単にソフトウェアの更新を行うことができます。
自動セットアップ作成
セットアップファイルは、独自にオフラインで作成することが可能です。すばやく、あらゆる場所で保存、かつメール送信ができます。その後、現場で、オペレータがシステムを校正するだけで完了です。
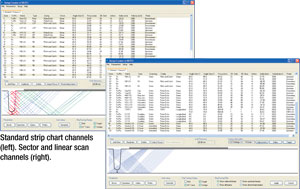
標準のストリップチャートチャンネルおよびシングルフォーカルロウによるB-スキャンビュー(TOFD、体積とルートのマッピング)に加え、セットアップにはセクタースキャンチャンネルおよびリニアスキャンチャンネルを搭載しています。この新しい機能によって、領域識別に関する規格の要求を超える優れた欠陥検出性能およびサイジング性能を実現します。
 校正と探傷
校正と探傷
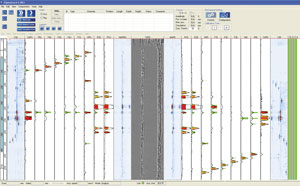
探傷シーケンス中、収集されたデータはリアルタイムに表示します。その際、データファイル名は自動的に増加します。
PipeWIZARD V4で使用するTomoScan FOCUS LT(データ収集装置)は、以前の収集装置と比較し、優れた処理能力(4MB/秒:以前の機種 0.7MB/秒)を備えているため、圧縮されたAスキャンの全データを収集することができます。さらに、複雑なセットアップを同時に処理しながら、最大100mm/秒までの高速スキャンが可能です。
 わずかな時間で精査を実現
わずかな時間で精査を実現
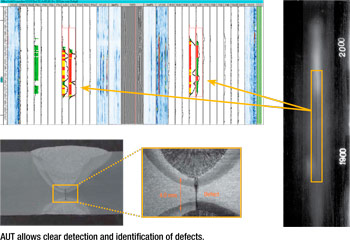
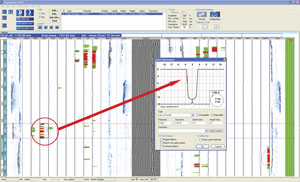
PipeWIZARDソフトウェアは、10種類のレイアウトによる実質的に無制限のチャンネル数を備えています。このソフトウェアは、開先形状断面図上に欠陥指示の位置を表示してデータの自動解釈を助けます。同様に円周方向上の位置も示します。
欠陥指示のサイジングや位置の特定を助ける多くの解析ツールを備えています。
- ストリップチャート用ツインゲート
- セクタースキャンおよびリニアスキャンにおける溶接部オーバーレイ(下記参照)
- ズーム表示機能
- ビューのリンク機能
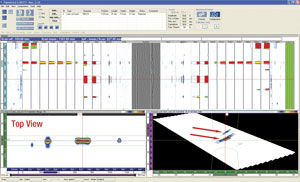 カスタムビュー
カスタムビュー
- 自動測定
- 欠陥指示累積測定
- C-スキャン合成機能
- カスタマイズ可能なカラーパレット
自動レポート作成
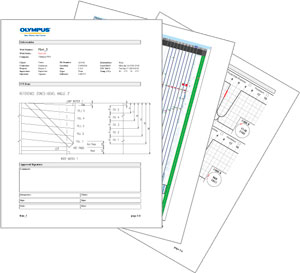
PipeWIZARDソフトウェアには自動レポート作成機能が付いています。レポートは、カスタマイズ可能で、プロジェクト名、スキャン日付時間、溶接ID、担当者名、全スキャンビュー、検査領域の情報を含む開先図面、欠陥指示テーブル(識別番号、長さ、高さ、溶接部内の位置、溶接部のステータス、および担当者のコメントなどを含む)を挿入することができます。
データ保管が簡単
すべてのデータファイルは、外付けハードドライブへの保管や、CD/DVDへのアーカイブ保管が可能です。自動バックアップ機能として、データミラーリングを行いデータの保護機能を強化しています。またデータファイルはインターネットを通じて簡単に送信が可能です。
PipeWIZARD VIEWER
PipeWIZARD VIEWERは、フェーズドアレイおよび超音波探傷のデータを表示するフリーソフトウェアで、PipeWIZARD V4ソフトウェアによって作成したデータファイルを読むことができます。外部機関や取引先でスキャンデータを確認する際に大変便利です。PipeWIZARD VIEWERソフトウェアは、Microsoft Windows XP Pro(SP2)、Microsoft Windows VistaおよびMicrosoft Windows 7に対応しています。
高度なアプリケーションに対応
PipeWIZARDシステムは、特殊な溶接部構成および特殊用途の検査にも対応可能です。
クラッド鋼パイプ: PipeWIZARDは、クラッド鋼パイプ検査に最適な縦波を使用した探傷技法およびソフトウェアを用意
シームレスパイプ: シームレスパイプの幅広い肉厚バリエーションに対応できるようPipeWIZARDソフトウェアを最適化
肉厚の厚いパイプ: PipeWIZARDシステムは、わずかなメカニカル設定変更と、探触子とウエッジの変更のみで肉厚の厚いパイプの溶接部検査が可能
Applications
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Features
Key Features of the PipeWIZARD iX System
|
Specifications
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||
ビデオ・各種資料
アプリケーションノートビデオ解説資料FAQ |