
A través de esta nota de aplicación, se explica cómo medir el espesor de pared en las tuberías de las calderas de vapor con las sondas acústicas electromagnéticas (EMAT). Descubra todo acerca de las EMAT en esta aplicación, como las ventajas y desventajas, su funcionamiento, y manejo durante las mediciones usando medidores ultrasónicos y detectores de defectos.
Importancia de las EMAT para medir el espesor de pared en las tuberías de las calderas a vapor
Las extremas temperaturas que se registran dentro de las calderas de vapor (sobre los 800 °C o 1472 °F) pueden producir la formación de un tipo específico de óxido de hierro duro y quebradizo, conocido como magnetita, en la parte superficial externa o interna de las tuberías de calderas hechas de acero. La presencia de esta capa de óxido en la parte externa de las tuberías puede interferir con las mediciones de espesor ultrasónicas cuando se usan sondas duales comunes: ya que pueden presentar una superficie muy rugosa que perjudica el acoplamiento acústico, o el espesor del óxido se adiciona al del acero.
Sin embargo, tal como lo define su nombre, la magnetita es magnética, y esta propiedad permite usar sondas acústicas electromagnéticas (EMAT) de magnetostricción, como la E110-SB. Las sondas acústicas electromagnéticas (EMAT) ofrecen varias ventajas en comparación con las sondas piezoeléctricas duales convencionales; en sí, eliminan la necesidad de retirar la capa de óxido, ya que el espesor de dicha capa no es adicionada a la medida del espesor de pared y las mediciones pueden ejecutarse rápidamente sin requerir un acoplante líquido.
La principal limitación de las EMAT es que funcionan solo cuando hay magnetita y ésta se encuentra adherida a la tubería de la caldera. Además, el espesor de pared mínimo mensurable y la exactitud de la medición no resultan totalmente correctos como cuando se usan las sondas duales convencionales; asimismo, las sondas acústicas electromagnéticas son poco sensibles a las pequeñas picaduras internas. Por estas razones, las EMAT son usadas frecuentemente para ejecutar un rápido monitoreo inicial, y las sondas duales pueden ser usadas posteriormente para una inspección más profunda de las áreas críticas.
Teoría de funcionamiento
Existen dos tipos de sondas acústicas electromagnéticas (EMAT) que se usan en la industria de los ensayos por ultrasonido. Las EMAT conocidas como Lorentz pueden prescindir de la magnetita, pero requieren una fuerza de conducción muy alta. Las EMAT de magnetostricción, como la E110-SB, requieren la magnetita. Sin embargo, pueden funcionar con niveles de tensión mucho más bajos proporcionados típicamente por los medidores de espesores y los detectores de defectos ultrasónicos portátiles.
Una sonda acústica electromagnética de magnetostricción se compone de un fuerte imán permanente y una bobina, la cual actúa como un electroimán al ser accionada por el impulso de excitación proveniente del instrumento de medición, tal y como se aprecia en la Figura 1. El imán permanente crea un campo magnético perpendicular a la superficie de magnetita (Bs, en la figura a continuación), y el campo dinámico, creado por el electroimán (Bd), hace que la magnetita sea retirada radialmente hacia fuera y adentro a medida que la bobina es excitada, tal como se aprecia en la Figura 2.
Este movimiento genera una onda transversal de incidencia normal que se propaga luego en el acero. Esencialmente, la magnetita actúa como un elemento de transmisión activo para generar un impulso acústico. La frecuencia del impulso acústico será afectada por las variaciones en el espesor de la magnetita, incrementando a medida que la capa de óxido se vuelve más delgada y disminuyendo a medida que la capa de óxido se vuelva más gruesa. Con una capa de
magnetita delgada típica, la frecuencia será aproximadamente de 5 MHz. El proceso también se ejecuta de manera inversa para generar una tensión en la bobina cuando el eco de la onda transversal hace vibrar la capa de óxido.
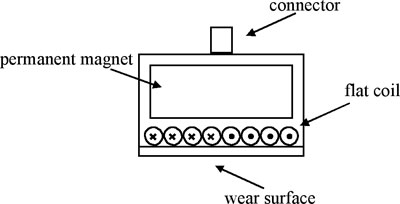
Figura 1. Sección transversal de una sonda acústica electromagnética (EMAT) típica.
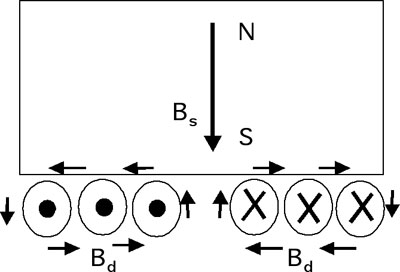
Figura 2. Método de generación de onda acústica.
Ya que la magnetita es, en sí, un elemento de transmisión, su rugosidad no representa un problema para el acoplamiento y tampoco es adicionada a la medida de espesor. Las sondas acústicas electromagnéticas generan una onda transversal, lo que conlleva a la calibración del instrumento conforme a una velocidad de onda transversal aproximada de 3,240 m/s en un acero al carbono típico. La exactitud de medición típica con la EMAT E110-SB es de ± 0,25 mm (0,010 pulg.), ofreciendo un espesor mínimo mensurable de 2 mm (0,08 pulg.) según las propiedades del material.
Procedimientos de configuración y medición de las EMAT para medir el espesor de pared en las tuberías de las calderas de vapor
La calidad de los ecos ultrasónicos en aplicaciones de sondas acústicas electromagnética depende, por una parte, de la consistencia de la capa de magnetita, la cual puede variar de punto a punto en una tubería particular de caldera. Si los ecos usables no pueden ser obtenidos en un punto, intente otro punto cercano. La sonda E110-SB también incorpora un punto muerto ajustable que varía en función de la distancia entre la parte frontal de la sonda y la superficie de la tubería de la caldera. El ajuste de la distancia de dicho punto muerto permite optimizar la respuesta del eco en varios casos.
A continuación, se muestran dos formas de configurar una EMAT según su instrumento:
1. Medidor de espesores ultrasónico
La sonda E110-SB es usada con el medidor de espesores ultrasónico 39DL PLUS™ mediante un adaptador 1/2XA/E110, el cual permite reconocer la sonda y el filtro de paso alto agregado, necesario para acondicionar la correcta señal requerida. Cuando el adaptador está conectado, el medidor selecciona automáticamente la configuración por defecto DEFM1-EMAT/E110 de la sonda acústica electromagnética.
Para obtener una óptima exactitud, como con cualquier medidor de espesores, es necesario ejecutar una calibración de dos puntos (velocidad-cero) usando bloques de referencia con espesores conocidos delgados y gruesos. Si no dispone de estos bloques de referencia, la configuración por defecto normalmente es suficiente como punto inicial.
Los parámetros de ganancia y supresión de eco pueden ser ajustados según sea necesario para optimizar la detección del eco. Con la configuración por defecto para la EMAT, el medidor de espesores 39DL PLUS mostrará un A-scan completamente rectificado. La Figura 3 muestra una visualización típica de forma de onda.
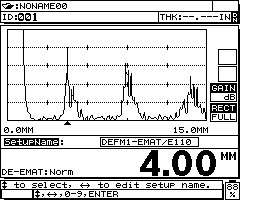
Figura 3. A-scan típico rectificado, adquirido a partir de una sonda acústica electromagnética. Para obtener una mejor perspectiva de la forma del A-scan, la cual puede ser útil bajo condiciones de medición compleja, seleccione la opción de visualización de campo de frecuencia (RF) en el menú de configuración del medidor de espesores. La Figura 4 muestra una forma de onda de RF típica de una medición con una EMAT.
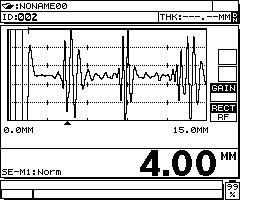
Figura 4. A-scan típico de RF, adquirido a partir de una sonda acústica electromagnética
2. Detector de defectos ultrasónico
En la Figura 5 se muestra una configuración inicial y A-scan para las sondas acústicas electromagnéticas (EMAT) con un detector de defectos EPOCH 6LT o EPOCH 650. Note que el filtro de paso de banda debe ser usado siempre para descartar ruido de baja frecuencia asociado a las EMAT. Asimismo, debido a que la onda transversal varía en función del espesor de la magnetita, la frecuencia de onda cuadrada proporcionada por el
detector de defectos EPOCH puede ser ajustada, según sea necesario, para optimizar la respuesta del eco.

Figura 5. Parámetros de configuración básicos: velocidad a 0,1280 pulg./µs; punto cero a 0,650 µs; 400 V de energía; amortiguamiento de 50 Ω; frecuencia de impulso de 5,0 MHz, y filtro de 1,5 a 8,5 MHz.


