Por favor, note que la disponibilidad del producto varía según la región. Póngase en contacto con el servicio de ventas de Olympus para obtener más información.
Descripción
Sistema de inspección de soldadura circunferencial
El PipeWIZARD es un sistema de inspección automatizada para soldaduras circunferenciales que emplea las técnicas de ultrasonido multielemento (PA) y ultrasonido convencional (UT). Está destinado a la inspección de soldadura a soldadura in situ en ambientes hostiles en tierra o mar adentro.
Las tuberías desempeñan un papel crítico en la economía mundial, ya que transportan grandes volúmenes de gas, petróleo, agua y otras sustancias químicas. Los tubos son soldados circunferencialmente en el terreno, generalmente, utilizando sistemas automáticos. En la industria de la construcción de tuberías, las soldaduras representan un «punto débil», debido a que los defectos suelen ocurrir en estas zonas. Las soldaduras de las tuberías son controladas mediante ensayos no destructivos para, después, poder recubrir, enterrar o colocar en el fondo marino las tuberías. En estos medios de construcción veloz, es importante analizar rápidamente las soldaduras para detectar cualquier defecto.
Inspección automática por ultrasonido
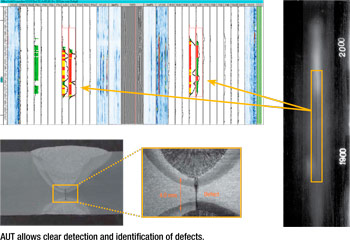
En los últimos años, los ensayos por ultrasonido automatizados (AUT) han comenzado a superar a la radiografía tradicional como el método de inspección de soldadura de preferencia para tuberías, a través de todo el mundo. Cabe agregar que la radiografía presenta limitaciones importantes, como una detección débil de defectos planos, incapacidad de efectuar mediciones verticales, riesgos de seguridad y problemas medioambientales.
Ventajas de la inspección automatizada por ultrasonido (AUT):
- Ningún riesgo de radiación, ningún químico, ningún requerimiento de permiso.
- Ciclo de inspección muy corto, ideal para producciones rápidas.
- Detección y dimensionamiento más precisos, con los cuales se obtiene porcentajes de rechazo más bajos.
- Uso del criterio de aceptación del Engineering Critical Analysis (ECA) para la medición de la altura y profundidad de los defectos (porcentajes de rechazo más bajos).
- Análisis en tiempo real gracias a imágenes inteligentes.
- Informes de datos y de inspección en dispositivos electrónicos de soporte.
- Mejor control del proceso de soldadura para porcentajes de rechazo más bajos.
Tecnología de ultrasonido multielemento (Phased Array)
En el pasado, se usaban sistemas con varias sondas de ultrasonido convencional para efectuar inspecciones automáticas por ultrasonido. Afortunadamente, ya ha pasado más de una década desde la introducción de los sistemas Phased Array al mercado. La técnica de ultrasonido multielemento (Phased Array) usa la formación electrónica de los haces para emitir y recibir el ultrasonido. Cada elemento de la sonda es excitado individualmente a un retardo definido para crear una gran variedad de haces de diversos ángulos y distancias focales.
Los sistemas por ultrasonido multielemento (Phased Array) ofrecen ventajas superiores al sistema de ultrasonido convencional:
- Generalmente, dos sondas Phased array reemplazan más de 24 sondas de ultrasonido convencional.
- Las configuraciones Phased Array son descargadas a partir de un archivo por lo que no es necesario ajustar la posición de cada sonda.
- El ajuste apropiado de los haces Phased Array (ángulo, enfoque, trayectoria acústica, ancho del haz) permite obtener medidas más precisas.
- El sistema Phased Array se compone de un 80 % menos de piezas movibles que un sistema convencional equivalente con varias sondas, lo que proporciona una sólida confiabilidad de inspección, escaneo tras escaneo.
- Un escáner Phased Array es significativamente más pequeño y ligero que un escáner de varias sondas convencional. Por lo tanto, es más fácil de manipular y requiere menos reducción del revestimiento en cada lado de la soldadura.
- Los sistemas Phased Array son usados para explorar casi todos los tipos de soldadura, mientras que los sistemas convencionales de varias sondas están limitados por el espesor de la pared y el diámetro del tubo.
- El escaneo electrónico Phased Array permite lograr inspecciones a medida, incluyendo la técnica TOFD de varios ángulos, la creación avanzada de imágenes y la generación de informes detallados.
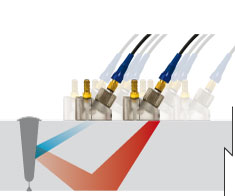
| Ultrasonido multielemento (Phased Array):
Cobertura completa con dos sondas
También, proporciona una cobertura completa de las soldaduras mediante la instalación de dos sondas en ambos de sus lados. | Ultrasonido convencional (UT):
Cobertura completa con más de 24 sondas
|

Conformidad normativa
En 1998, la American Society for Testing and Materials (ASTM) publicó la norma E-1961-98 (que fue aprobada nuevamente en el año 2003). Esta norma cubre las características más importantes de la inspección automática por ultrasonido para soldaduras circunferenciales: discriminación de las áreas, interpretación rápida de los datos, bloques de calibración especializados y procedimientos de calibración. La norma E-1961 ha sido desarrollada para análisis críticos de ingeniería (ECA, Engineering Critical Assessment). En 1999, el American Petroleum Institute (API) publicó la 19.a versión de la API 1104, la cual abarca la inspección mecanizada de las soldaduras circunferenciales con ultrasonido y radiografías industriales.
El PipeWIZARD® permite efectuar inspecciones que satisfacen las exigencias de la norma ASTM E-1961 y, en consecuencia, la norma API 1104. Asimismo, es conforme a la norma DNV-OS-F101 que trata sobre las inspecciones automáticas en alta mar.
En muchos casos, las especificaciones de las empresas pueden exceder aquellas de las normas, ya que, generalmente, requieren mayor precisión de medición y mejor resolución.
Experiencia PipeWIZARD
El sistema PipeWIZARD está especialmente diseñado para trabajar en entornos extremos, desde las frías regiones de Siberia hasta los cálidos desiertos del Medio Oriente; en condiciones húmedas, salitrosas o secas. Asimismo, el sistema PipeWIZARD ha superado pruebas exhaustivas a fin de asegurar su capacidad de resistencia ante vibraciones, golpes e interferencias electromagnéticas.
El PipeWIZARD se adapta a todas las configuraciones de soldaduras circunferenciales:
- Cualquier tipo de perfil de soldadura: CRC-Evans, bisel en J, bisel en V, doble V, X, etc.
- Espesores típicos de pared en tuberías: de 6 mm (0,25 pulg.) a más de 35 mm (1,4 pulg.)
El sistema cuenta con herramientas para tuberías de diámetro más grande. - Diámetro típico de la tubería: de 6 pulg. a más de 56 pulg.
El sistema cuenta con herramientas para tuberías de diámetro más pequeño. - Material de la tubería: desde acero al carbono estándar hasta configuraciones más complejas como Inconel, tuberías revestidas, tuberías sin cordón con variación de espesor de pared, etc.
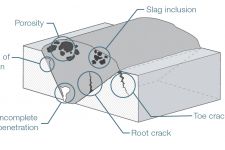
Los defectos que suelen detectarse están asociados típicamente a la falta de fusión, la penetración incompleta, la porosidad, las marcas de quemadura, el socavado, el enrasado del cordón de soldadura, las grietas, las inclusiones, etc.
El ciclo de inspección es entre 2 y 6 minutos, según el tipo de soldadura, el diámetro del tubo, la ubicación y el lugar de inspección.
Aplicación del PipeWIZARD
- El sistema de ultrasonido multielemento (Phased Array) PipeWIZARD se usa, en todo el mundo, para la construcción de largas tuberías en alta mar y en tierra firme.
- Más de un millón de soldaduras han sido controladas con el PipeWIZARD.
- Las principales empresas de petróleo y gas ya han cualificado a los sistemas PipeWIZARD para proyectos de construcción de tuberías:
- Exxon Mobil
- Shell
- TOTAL
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- Además, cientos de operadores en el mundo entero ya han sido capacitados para utilizar el sistema PipeWIZARD.
 Técnica de inspección por discriminación de zona
Técnica de inspección por discriminación de zona
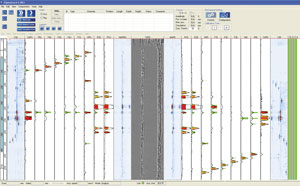
La técnica principal utilizada con el sistema PipeWIZARD es la técnica de discriminación de área, cuyo principio es que cada área individual de la soldadura sea inspeccionada por un rayo ultrasónico específico.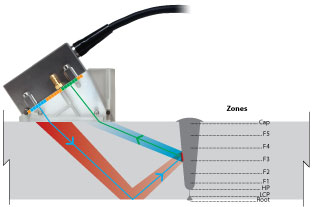 La altura de las áreas es casi igual a una pasada de soldadura.
La altura de las áreas es casi igual a una pasada de soldadura.
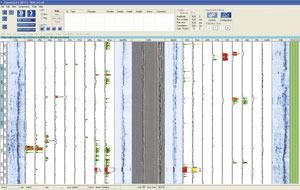
Dos sondas de ultrasonido multielemento, ubicadas a cada lado de la soldadura respectivamente, aseguran una completa cobertura del área de bisel y volumen de la soldadura. Se aplica la configuración pulso-eco (pulse-echo) o emisión-recepción (pitch-catch) dependiendo del área bajo inspección. Los canales Phased Array son representados en la pantalla mediante un registro de gráficos continuos.
Es posible usar una técnica alternativa para mejorar la detección y medición los defectos pequeños o mal orientados: la difracción de tiempo de vuelo (TOFD). Asimismo, es usada para confirmar los defectos detectados en los canales del gráfico continuo. Las sondas de ultrasonido multielemento (Phased Array) o las sondas de ultrasonido convencional especializadas pueden generar datos TOFD.
También, es posible usar un módulo opcional de ondas transversales con cuatro sondas especializadas para detectar defectos transversales en la soldadura.
 Los canales son representados en la pantalla para verificar el acoplamiento de cada sonda Phased Array durante la exploración de la soldadura y del bloque de calibración.
Los canales son representados en la pantalla para verificar el acoplamiento de cada sonda Phased Array durante la exploración de la soldadura y del bloque de calibración.
Cada configuración de soldadura requiere un bloque de calibración especializado con el mismo diámetro, espesor y material que el de las tuberías que serán inspeccionadas en campo. Los reflectores son fabricados y trabajados para que representen los defectos típicos que se generan comúnmente en el proceso de soldadura. Todos los haces de ultrasonido son calibrados conforme al procedimiento de inspección.
Software avanzado y fácil de usar
El software PipeWIZARD, versión 4, se basa en el sólido y reconocido software de análisis y adquisición de datos TomoView. Es capaz de crear automáticamente configuraciones simples, cuenta con varias herramientas de análisis de datos (incluso imágenes 2D), genera fácilmente los informes y se dota de herramientas avanzadas para la inspección de soldaduras. El software PipeWIZARD, versión 4, ha sido diseñado para ser sencillo, flexible y escalable en el caso de configuraciones de inspección más complejas. A su vez, la interfaz del usuario ha sido optimizada para permitir capacitaciones rápidas y un funcionamiento de campo eficiente; no se requiere formación adicional para operadores experimentados.
El software PipeWIZARD, versión 4, se basa en la plataforma Tomoview, que permanece en constante revisión para ofrecerle mejoras. Esto significa que las actualizaciones pueden implementarse con facilidad, incluso en campo.
Configuración automática
Las configuraciones pueden ser creadas fuera de línea, independientemente del equipo utilizado. En cuestión de minutos, el archivo de configuración puede ser guardado y enviado a cualquier lugar de trabajo por correo electrónico; a continuación, el operador in situ solo tiene activar la calibración del sistema.
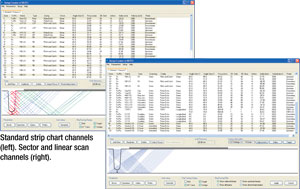
Además de los canales estándares de registros de gráficos continuos y de las imágenes B-scan de una sola ley (TOFD, mapeo volumétrico y de la raíz), las configuraciones pueden ahora tener canales sectoriales y lineales. Esta nueva funcionalidad puede mejorar la detección y la medición de los defectos más allá de los requerimientos de las normas de discriminación de zonas.
 Calibración e inspección
Calibración e inspección
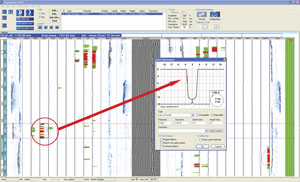
Los datos adquiridos aparecen en la pantalla en tiempo real durante la inspección. Los nombres de los archivos de datos ofrecen un incremento automático
La unidad de adquisición TomoScan FOCUS LT, que se usa con el sistema PipeWIZARD V4, ha mejorado el rendimiento de datos en comparación con la unidad de adquisición anterior (4 MB/s vs. 0,7 MB/s). Esto permite la recopilación completa de datos A-scan comprimidos; además, es posible ejecutar múltiples configuraciones simultáneamente, mientras se escanea hasta 100 mm/s.
 Análisis rápido y detallado
Análisis rápido y detallado
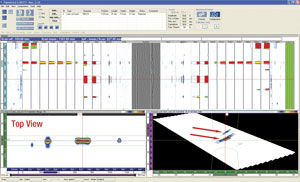
El software PipeWIZARD puede generar una cantidad casi ilimitada de canales en 10 configuraciones separadas. Este software permite interpretar automáticamente los datos mediante la posición del defecto en el perfil del bisel y su posición circunferencial.
Hay muchas herramientas de análisis disponibles para ayudar al operador a dimensionar y ubicar los defectos:
- Puerta duplicada para los gráficos continuos.
- Máscara (superposición) de soldadura en los escaneos sectoriales y lineales (vea la figura a continuación).
- Zoom (aumento) de la representación.
 Ver enlace
Ver enlace
- Representaciones personalizadas.
- Medición automática.
- Medición acumulativa de los defectos
- Función de combinación C-scan.
- Paleta de colores personalizable
Generación automática de informes
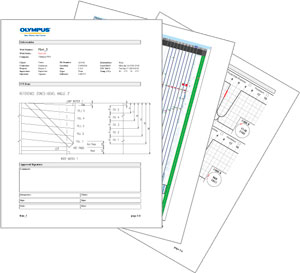
El software PipeWIZARD proporciona la función de generación automática de informes. Los informes son personalizables y pueden incluir: el nombre del proyecto; la fecha y la hora del escaneo; el número de identificación de la soldadura; el nombre del operador; las representaciones completas de escaneo; los esquemas de biseles con la información de las áreas inspeccionadas; la tabla de defectos con identificación; la longitud; la altura; la posición en la soldadura; el estado de la soldadura, los comentarios de los operadores, etc.
Fácil almacenamiento de datos
Todos los archivos de datos pueden ser almacenados en cualquier disco duro externo o en un CD/DVD para consultarlos posteriormente. Además, es posible crear copias de seguridad de forma automática para favorecer una mayor protección de la información. Los archivos de datos también pueden ser transmitidos a otras partes con facilidad a través de Internet.
PipeWIZARD VIEWER
El PipeWIZARD VIEWER™ es un software gratuito de visualización de datos UT y PA. Este software proporciona la capacidad de carga para archivos de datos que han sido generados por el software PipeWIZARD V4. Cabe agregar que revisión de los escaneos es útil para los clientes como para las terceras partes. El software PipeWIZARD VIEWER es compatible con Microsoft® Windows® XP Pro SP2, Microsoft Windows 7, y Microsoft Windows 8.
Aplicaciones avanzadas
El sistema PipeWIZARD es versátil y permite la inspección de formas de soldaduras y aplicaciones especiales.
Tuberías revestidas: El sistema PipeWIZARD posee la cualificación para proyectos de tuberías revestidas gracias a técnicas de inspección específicas que aplican ondas longitudinales y capacidades avanzadas del software.
Tuberías sin cordón de soldadura: Se ha desarrollado una inspección exclusiva y adaptada al software PipiWIZARD con el fin de poder asegurar la inspección de soldaduras de tuberías cuyas paredes presentan grandes variaciones de espesor.
Tuberías de gran espesor: El PipeWIZARD se adapta a tuberías de espesor grueso para poder inspeccionar sus soldaduras mediante el uso de diferentes sondas, suelas (zapatas) y simples modificaciones mecánicas.
Applications
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Features
Key Features of the PipeWIZARD iX System
|
Specifications
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||
Material didáctico
Notas de aplicaciónVideosDocumentación técnicaManuales autodidácticosPreguntas frecuentesManuales |