背景
由于高密度聚乙烯(HDPE)管道具有极强的防腐、防锈性能,目前,在石油化工、电力和采矿行业中,这种材料的管道已经取代了钢管。近来,高密度聚乙烯管道还用于与核能安全相关的冷却水应用中。为了使核能应用达到质量保证方面的要求,一定要确保所用管道的融合接头完好无损。利用超声衍射时差(TOFD)技术对融合接头进行检测,是一种易于操作的无损检测方法,可以更进一步地确保融合接头的完整性。
问题
高密度聚乙烯(HDPE)管道在对接的过程中一般容易出现以下缺陷:未融合、冷聚变(局部粘接)、(嵌入型)夹杂物,以及空隙。虽然目前在工业中针对可判定产品报废的缺陷的性质和大小,还没有一致的标准,但是却经常会要求使用无损检测技术对这些缺陷进行检测。
高密度聚乙烯材料的某些特性会使检测难以进行。其声学阻抗和声速与常用于超声楔块中的材料相似,因此要使声束在界面上产生适当的折射,较为困难。此外,在Rexolite楔块和被测材料之间也很难完成耦合。而且,高密度聚乙烯材料与金属相比,具有很高的声衰减性,因此在这类材料的检测中通常不能使用较高的超声频率。这种材料还会表现出一种自然的高频过滤效果。为了克服这些困难,我们可以将低频探头安装在TOFD水楔上完成检测。
 |
| 高密度聚乙烯管道融合接头的横截面 |
设备
可以使用以下设备进行检测:
- 具有TOFD性能的OmniScan仪器
- 奥林巴斯的C542-SM或C546-SM Centrascan探头(晶片直径为6.25毫米;2.25 MHz和3.5 MHz频率)
- TOFD (ST1) 60L水楔
- 1个半自动CHAIN(链式)扫查器
- 1个CFU-03或类似的供水系统
可选设备
- 型号为5682的奥林巴斯前置放大器(500 kHz-30 MHz/30 dB)
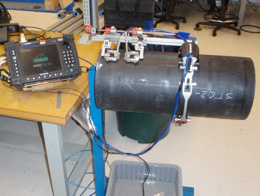 |
| 检测设置 |
 |  |  |
| 水楔 |
典型的操作程序
在检测高密度聚乙烯管道时,我们使用一种常规TOFD操作程序,其特定要求如下:
- 调整探头中心距离(PCS),使交汇的声束覆盖管道壁厚的66%区域。对于厚壁管道的检测,建议使用一些附加的配置,以提高在接近外壁和内壁表面的区域中探测缺陷的性能。
- 探头组装件被安装在Chain(链式)扫查器上。
- 调整OmniScan仪器中的电子增益,将直通波(纵波)信号设置在60%的高度上。
- CHAIN(链式)扫查器被安装到管道上,在扫查器进行一次旋转的过程中完成对管道的检测。
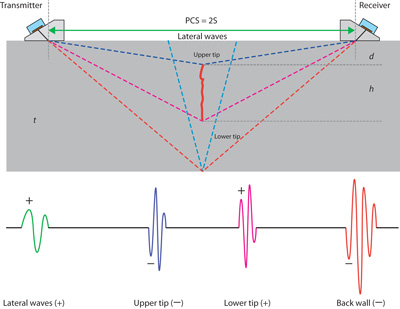
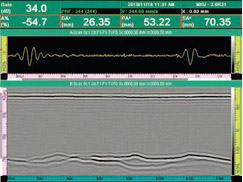
高密度聚乙烯管道的对接融合接头的TOFD(衍射时差)图形
结果
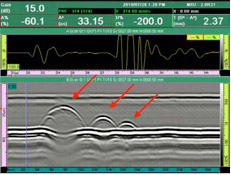
下面屏幕截图中的A扫描和周向B扫描图像,表明对一个壁厚为25毫米的高密度聚乙烯管道样件的检测结果,这个样件的内壁上带有用于校准的刻痕,刻痕的深度从11.6毫米到2.9毫米不等。使用优质信噪比可以清楚地探测到3个嵌入的刻痕。
以下屏幕截图可以清楚地显示直径为150毫米,壁厚为16毫米的高密度聚乙烯管道的对接接头中的空隙和/或污染物。
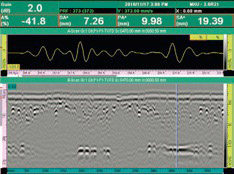
这个图像表明直径为450毫米,壁厚为54毫米的高密度聚乙烯管道的对接接头的粘接情况:管道内壁在几乎整个周向上的粘接质量都不是很好。
结语
在检测高密度聚乙烯管道对接融合接头时,将OmniScan仪器及其它适当的工具与TOFD技术结合在一起,是一种行之有效的无损检测方式。随着核工业在探测可判定产品报废的缺陷方面持续不断地发展,技术人员也在进一步研究和尝试使用超声相控阵技术完成核工业领域的检测应用。





