Contexto
Los tubos de polietileno de alta densidad (HDPE, por sus siglas en inglés) son usados en la industria petroquímica, energética y minera en lugar de los tubos de acero debido a su resistencia excepcional ante la corrosión y erosión. Recientemente, el polietileno de alta densidad también ha hecho su entra en la industria nuclear para aplicaciones de seguridad relacionadas a los sistema de enfriamiento por agua. La aplicación de los requisitos de aseguramiento de calidad nuclear requieren medidas de garantía razonables para confirmar que las uniones por fusión realizadas son correctas. La inspección ultrasónica por difracción de tiempo de vuelo (TOFD) es una opción de fácil uso para el control no destructivo de uniones por fusión que brinda un aseguramiento adicional relacionado a la integridad de dichas juntas.
Problema
El proceso de adherencia de materiales de polietileno de alta densidad está sujeto a los siguientes defectos: falta de fusión, fusión en frío (adherencia parcial), inclusiones (encastradas) y vacíos. Actualmente no existe ningún consenso en la industria sobre la naturaleza y el tamaño de los defectos que deben ser rechazados; sin embargo, es obligatorio detectar estas condiciones mediante una inspección no destructiva.
Los materiales de HDPE presentan algunas características que los hacen difíciles de inspeccionar. Su impedancia acústica y velocidad del sonido es similar a la de los materiales comúnmente usados en las suelas ultrasónicas, lo que dificulta la obtención de una apropiada refracción del sonido en la interfaz. Además, el acoplamiento entre las suelas de Rexolite y el material puede ser difícil de conseguir. Los materiales de HDPE se caracterizan por su
alta atenuación respecto a los metales, ya que siempre impiden el uso de frecuencias ultrasónicas más altas. Y exhiben un efecto natural de filtro de alta frecuencia. Para superar estos obstáculos, las sondas de baja frecuencia son usadas con suelas TOFD equipadas de una cámara de agua.
 |
| Sección transversal de una unión por fusión en HDPE |
Equipos
Los siguientes equipos son usados para la inspección:
- Unidad OmniScan TOFD
- Panametrics C542-SM o Centrascan C546-SM (diámetro de elemento de 6,25 mm o 0,246 pulg.; frecuencias de 2,25 MHz y 3,5 MHz)
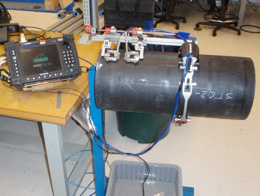
- Suelas TOFD con cámara de agua (ST1) de 60L
- 1 Escáner CHAIN semiautomático
- 1 CFU-03 o sistema de distribución de agua comparable
Equipo opcional
- Preamplificador Panametrics, modelo 5682 (500 kHz-30 MHz/30 dB)
 |
| Configuración de la inspección |
 |  |  |
| Suelas con cámara de agua |
Procedimiento típico
Se emplea un procedimiento TOFD convencional para inspeccionar polietileno de alta densidad respetando las siguientes especificaciones:
- El espacio central entre las sondas (PCS) es ajustado para generar un haz transversal al 66 % del espesor. Se recomienda llevar a cabo otras configuraciones en tuberías con paredes de espesor grueso para mejorar la detección cerca de las superficies de diámetro externo o interno.
- El montaje de la sonda es instalado en el escáner CHAIN.
- La ganancia electrónica en el OmniScan es ajustada para determinar la onda lateral (LW) al 60 %.
- El escáner CHAIN es colocado sobre la tubería, y la inspección se realiza en un giro/rotación.
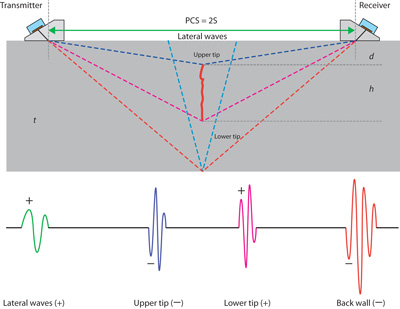
Patrones de difracción de tiempo de vuelo en juntas de tope de HDPE
Resultados
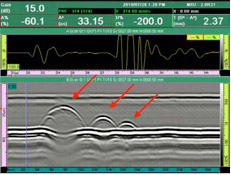
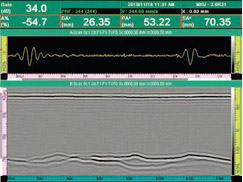
La imagen a continuación (con la representación A-scan y la representación B-scan circunferencial) permite visualizar los resultados de una muestra gruesa de polietileno de alta densidad de 25 mm (1 pulg.), con cortes de calibración en el diámetro interno que varían entre 11,6 mm (0,456 pulg.) y 2,9 mm (0,114 pulg.) de profundidad. Los tres cortes específicos son detectados claramente con una buena relación entre señal y ruido.
La siguiente captura de pantalla muestra claramente la presencia de vacíos o contaminantes en la junta de tope de HDPE gruesa de 16 mm (0,629 pulg.) de una tubería con 150 mm (5,9 pulg.) de diámetro.
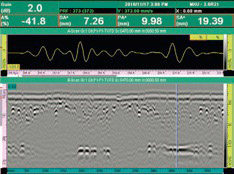
La imagen indica la deficiente condición de adherencia en la pared interna a lo largo de casi todo el diámetro de una junta de tope de HDPE gruesa de 54 mm (2,125 pulg.) en una tubería con 450 mm (17,716 pulg.) de diámetro.
Conclusión
El uso de la técnica TOFD con el detector de defectos OmniScan y las herramientas apropiadas han demostrado ser un método válido para la inspección no destructiva de las juntas de tope hechas de HDPE. Mientras la industria nuclear continúa implicándose en la detección de defectos que deben ser rechazados, la tecnología por ultrasonido multielemento «phased array» sigue siendo aplicada en varios estudios y ensayos.





