Contexte
En raison de sa résistance exceptionnelle à la corrosion et à l’érosion, le polyéthylène haute densité (PEHD) est utilisé en remplacement de l’acier par les industries de la pétrochimie, de la production d’énergie et des mines. Plus récemment, le PEHD a également été utilisé pour l’installation des canalisations d’eau de refroidissement dans le cadre d’applications liées à la sûreté nucléaire. Les exigences en matière d’assurance de la qualité dans le secteur nucléaire requièrent une garantie indiquant que les soudages bout à bout sont tout à fait solides. L’inspection par diffraction en temps de vol (TOFD) des soudages bout à bout constitue un outil de contrôle non destructif facile à utiliser et qui peut fournir l’assurance supplémentaire de l’intégrité de la fusion pour ce type de joints.
Problème
Le processus de soudage bout à bout des systèmes en PEHD produit généralement les discontinuités suivantes : manque de fusion, fusion froide (adhérence partielle), inclusions (intégrées) et vides. Il n’existe à l’heure actuelle aucun consensus de l’industrie quant à la nature ou à la taille des discontinuités à rejeter; toutefois, le contrôle non destructif est une méthode souvent exigée pour
détecter ce type d’indications.
Le matériau PEHD présente certaines caractéristiques précises qui ne facilitent pas l’inspection. Son impédance acoustique et sa vitesse de propagation sont semblables à celles des matériaux courants utilisés pour fabriquer les sabots à ultrasons, ce qui complexifie la réfraction adéquate du son à l’interface. En outre, le couplage est difficile entre les sabots Rexolite et le matériau. De plus, le PEHD est très
atténuateur en comparaison des métaux, ce qui empêche souvent l’utilisation de fréquences ultrasonores élevées. Sans compter qu’il présente aussi une tendance naturelle à filtrer les hautes fréquences. Pour remédier à ces obstacles, il faut utiliser des sondes à basse fréquence fixées à des sabots TOFD à colonne d’eau.
 |
| Coupe transversale d’une soudure bout à bout d’un système en PEHD |
Équipement requis
Ce type d’inspection exige l’équipement suivant :
- Appareil OmniScan équipé d’un module TOFD
- Sondes Centrascan C542-SM ou C546-SM d’Olympus (diamètre de l’élément : 6,25 mm ; fréquences : 2,25 MHz et 3,5 MHz)
- Sabots sur colonne d’eau TOFD (ST1) 60L
- 1 scanner CHAIN semi-automatique
- 1 pompe à eau portable électrique CFU-03, ou semblable
Équipement optionnel
- Préamplificateur Olympus Modèle 5682 (500 kHz-30 MHz/30 dB)
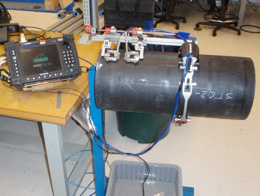 |
| Installation de l’équipement d’inspection |
 |  |  |
| Sabots à colonne d’eau |
Procédure typique
Pour l’inspection des joints PEHD, on utilise une procédure TOFD classique, selon les spécifications suivantes :
- La séparation centrale de la sonde (PCS) est configurée de manière à régler la profondeur de focalisation à 66 % de l’épaisseur de la pièce. D’autres types de configuration sont recommandés pour augmenter la capacité de détection des discontinuités à proximité du diamètre externe ou interne de la surface des tuyaux à paroi épaisse.
- L’assemblage de la sonde est fixé sur le scanner CHAIN.
- Le gain électronique sur l’OmniScan est configuré de manière à régler le signal des ondes latérales à 60 %.
- Le scanner CHAIN est installé sur le tuyau et l’inspection est réalisée en une seule passe rotative.
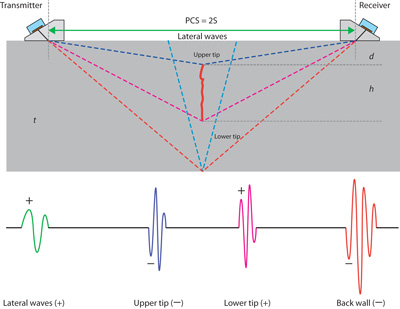
Modèle d’inspection TOFD d’une soudure bout à bout d’un système en PEHD
Résultats
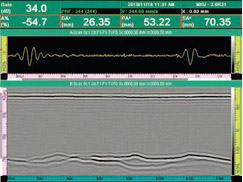
Ci-dessous, la capture d’écran du A-scan et du B-scan circonférentiel montre les résultats provenant d’une pièce en PEHD d’une épaisseur de 25 mm avec des encoches pour l’étalonnage du diamètre intérieur d’une profondeur variant entre 11,6 mm et 2,9 mm. Les trois encoches détectées apparaissent clairement à l’écran avec un bon rapport signal sur bruit.
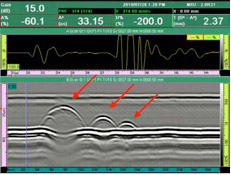
La capture d’écran suivante montre clairement la présence de vides ou de contaminants dans une soudure bout à bout d’un tuyau en PEHD d’un diamètre de 150 mm.
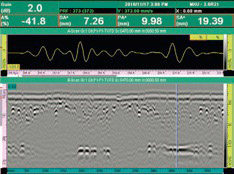
Cette image révèle un manque de fusion de la paroi interne sur presque tout le diamètre dans une soudure bout à bout d’un tuyau en PEHD d’un diamètre de 450 mm.
Conclusion
L’utilisation de la technique TOFD, de l’OmniScan et d’autres outils connexes appropriés s’avère une méthode efficace pour effectuer l’inspection non destructive des soudages bout à bout des systèmes en PEHD. L’industrie nucléaire continue sa progression relativement à la détection d’indications à rejeter; par conséquent les études et les essais se poursuivent aussi dans le domaine des ultrasons multiéléments.






