背景
高密度ポリエチレン(HDPE)配管は、卓越した耐腐食性と耐浸食性を持つことから、石油化学や電力産業、鉱業などの分野で鋼に代わる配管材料として使用されています。近年では、原子力施設の安全にかかわる冷却水配管にも使用されています。原子力分野での品質保証要件を満たすことが必要なアプリケーションにおいては、融着接合部の健全性に対する適正な保証が必要となります。TOFD(time of flight diffraction:超音波伝播時間回折)は融着接合部の検査を簡単にできる非破壊検査法の一つであり、この手法の適用によって融着接合の健全性に関して今まで以上の保証を得ることができます。
問題
HDPEの接合プロセスで起こり得る主な欠陥は次のとおりです:
融合不良、低温融着(部分的な接着)、異物封入(異物の埋め込み)、空隙の発生。
現在のところ、不良として棄却すべき欠陥の種類とサイズについて業界の定義付けはされていませんが、多くの場合、このようなHDPE接合部の欠陥を検出するために非破壊検査の実施が求められています。
その一方で、HDPE系材料の特有な性質が検査を難しくしているという問題があります。HDPE材料の音響インピーダンスと音速は、超音波ウエッジ用として一般に使用される材料と類似しているため、両者の界面で適当な大きさの屈折を発生させるのが難しくなります。これに加えて、Rexoliteウエッジと材料間のカップリングも困難です。さらに、HDPE系材料は金属と比較して音波を強く減衰させるため、多くの場合、高周波の超音波が使用できません。またこの材料は、高域周波数を除去するという特性を備えています。これらの問題を解決するため、TOFD給水ウエッジに低周波数探触子を取り付けるという手法が用いられます。
 |
| HDPE突き合わせ融着接合部断面 |
装置
この検査では以下の装置を使用しました:
- OmniScan(TOFD対応モデル)
- C542-SM、またはC546-SMセントラスキャン(振動子直径6.25mm/0.246インチ、周波数2.25MHzおよび3.5MHz)
- TOFD(ST1))60L給水ウエッジ
- CHAINスキャナー(セミオート) x 1
- 給水システム x 1、CFU03または同等品
オプション装置
- プリアンプ5682(500kHz~30MHz/30dB)
 |
| 検査設定 |
 |  |  |
| 給水ウエッジ |
標準的な手順
HDPEの検査では標準的なTOFDの操作手順をそのまま使用できますが、このケースでは同時に以下の仕様を満たすものとします:
- ビームが肉厚の66%の位置で交差するようにPCS(探触子の中心合わせスペース)を調節します。検査対象が肉厚の大きなパイプであり、特にODまたはID表面近傍での検出感度を向上させたい場合、さらに設定を工夫してください。
- 探触子をCHAINスキャナーに取り付けます。
- OmniScanの電子回路ゲインを調節して、横波(LW)信号を60%に設定します。
- CHAINスキャナーをパイプに取り付け、パイプ周りを一回転させて検査を実施します。
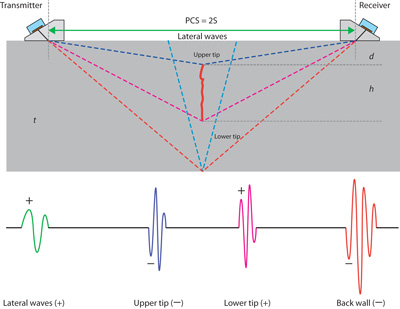
HDPE材料の突き合わせ融着接合部のTOFDパターン
結果
下に示す画面(A-スキャン画像と、周辺領域を示すB-スキャン画像)は、肉厚25mm(1インチ)のHDPEサンプルから取得したものです。このサンプルには、深さ11.6mm(0.456インチ)から2.9mm(0.114インチ)までのID校正用ノッチが作られています。部材内に作られた3種類のノッチは、いずれも優れたSN比で明瞭に検出されています。
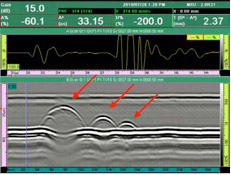
次の画面は、直径150mm(5.9インチ)、肉厚16mm(0.629インチ)のHDPEパイプ突き合わせ融着接合部に、空隙や異物が存在することを明瞭に示しています。
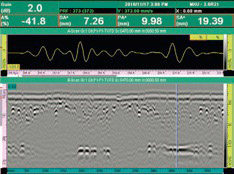
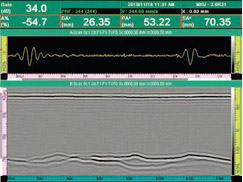
この画像から、HDPEパイプ突き合わせ融着接合部(直径450mm/17.716インチ、肉厚54mm/2.125インチ)のほぼ全周にわたり、内側壁面近傍の接合が不十分な状態にあることが分かります。
結論
OmniScanその他の適切なツールとTOFDとの組み合わせが、HDPE部材の突き合わせ融着接合部を非破壊検査する有効な方法であることが示されました。原子力産業は排除すべき欠陥の検出法を探求し続けており、超音波フェーズドアレイ探傷を応用した研究や実験が今後も継続的に実施されると思われます。






