Einführung
Kunststoffrohre aus Polyethylen mit hoher Dichte (HDPE) werden aufgrund ihrer hervorragenden Korrosions- und Erosionsbeständigkeit als Ersatz für Stahlrohre in Industriezweigen, wie Petrochemie, Energie und Bergbau, verwendet. Seit Kurzem kommt HDPE auch für sicherheitsrelevante Kühlwasseranwendungen in Kernkraftanlagen zum Einsatz. Die Anwendung von Qualitätssicherheitsanforderungen für Kernkraftwerke erfordert eine angemessene Gewissheit, dass die Rohrschweißverbindung fehlerfrei ist. Die TOFD-Ultraschallprüfung von Schweißnähten ist eine einfache, zerstörungsfreie Prüfmethode, die eine zusätzliche Gewährleistung der Integrität von Schweißverbindungen bietet.
Problemstellung
Beim Stumpfschweißverfahren von HPDE-Werkstoffen treten typisch folgende Fehler auf: Bindungsfehler, ungenügende Durchschweißung (Teilbindung), Einschlüsse (eingebettet) und Hohlräume. Derzeit herrscht in der Industrie noch keine Einigkeit über Art und Größe von inakzeptablen Fehlern. Jedoch wird die zerstörungsfreie Prüfung häufig angefordert, um diese Fehler zu erkennen.
HDPE-Werkstoffe verfügen über spezifische Eigenschaften, die deren Prüfung erschweren. Ihre akustische Impedanz und Schallgeschwindigkeit ähnelt den Werten der Werkstoffe, die häufig für Vorlaufkeile verwendet werden, wodurch eine angemessene Schallbrechung an der Ankoppelfläche nur schwierig zu erreichen ist. Das Ankoppeln von Rexolite Vorlaufkeilen am Werkstoff kann ebenfalls kompliziert sein. Verglichen mit Metallen ist HDPE äußerst schallschwächend, was die Verwendung höherer Ultraschallfrequenzen häufig verhindert. Auch zeigt es natürliche hochfrequente Filtereffekte. Um diese Hürden zu überwinden, werden an TOFD-Wasserstreckenvorlaufkeile montierte niederfrequente Schallköpfe verwendet.
 |
| Querschnitt einer HDPE-Schweißverbindung |
Technische Ausstattung
Die folgenden Geräte werden für die Prüfung benötigt:
- OmniScan Prüfgerät, TOFD-fähig
- Panametrics C542-SM oder C546-SM Centrascan Ultraschallköpfe (Elementdurchmesser 6,25 mm bzw. 0,246 Zoll; Frequenzen 2,25 MHz und 3,5 MHz)
- TOFD-Wasserstreckenvorlaufkeile (ST1) für 60°-Longitudinalwelle
- 1 halbautomatisierter ChainSCANNER
- 1 CFU-03 Koppelmittelsystem oder ein anderes gleichwertiges System
Optionale Ausstattung
- Panametrics Vorverstärker, Modell 5682 (500 kHz-30 MHz/30 dB)
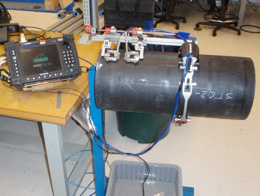 |
| Prüfkonfiguration |
 |  |  |
| Wasserstreckenvorlaufkeile |
Typisches Verfahren
Für die Prüfung von HDPE wird ein herkömmliches TOFD-Verfahren mit folgenden Spezifikationen eingesetzt:
- Der Prüfkopfmittenabstand wird für eine Schallbündelüberschneidung bei 66 % der Dicke eingestellt. Zusätzliche Konfigurationen werden bei dickwandigen Rohren empfohlen, um die Erkennung nahe der Oberfläche (AD oder ID) zu verbessern.
- Die Prüfkopfeinheit wird an den ChainSCANNER montiert.
- Die elektronische Verstärkung des OmniScan wird so eingestellt, dass das Longitudinalwellensignal bei 60 % liegt.
- Der ChainSCANNER wird an das Rohr angelegt und die Prüfung erfolgt während einer Drehung des Rohres.
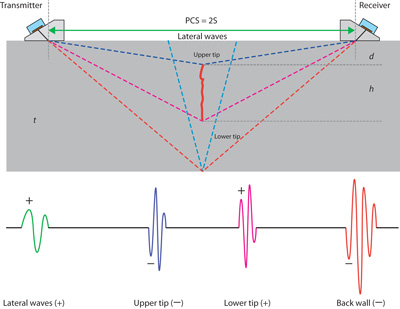
TOFD-Muster einer HDPE-Schweißverbindung
Ergebnisse
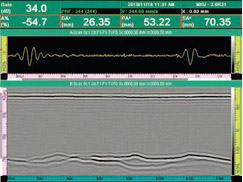
Der folgende Screenshot zeigt ein A-Bild und ein B-Bild des Umfangs mit den Ergebnissen einer HDPE-Probe mit einer Dicke von 25 mm mit ID-Kalibrierschnitten mit einer Tiefe von 11,6 mm bis 2,9 mm. Die drei Schnitte werden klar mit einem guten Signal-Rausch-Verhältnis erkannt.
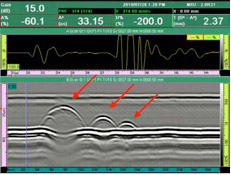
Der folgende Screenshot zeigt vorhandene Hohlräume und/oder Verunreinigungen in der HDPE-Schweißverbindung mit einer Dicke von 16 mm bei einem Rohr mit einem Durchmesser von 150 mm (5,9 Zoll).
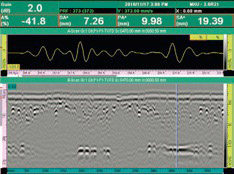
Dieses Bild zeigt eine unzureichende Bindung an der Innenwand über fast den ganzen Durchmesser bei der HDPE-Schweißverbindung mit einer Dicke von 54 mm (2,125 Zoll) bei einem Rohr mit einem Durchmesser von 450 mm (17,716 Zoll).
Fazit
Die Verwendung von TOFD zusammen mit dem Prüfgerät OmniScan und anderen entsprechenden Geräten hat sich als bewährte Methode für die zerstörungsfreie Prüfung von HDPE-Stumpfschweißverbindungen erwiesen. Während sich die Nuklearindustrie im Hinblick auf die Erkennung von inakzeptablen Fehlern weiterentwickelt, werden weitere Studien und Versuche mittels Ultraschall-Phased-Array durchgeführt.






