
はじめに
長年にわたり、ブロー成型(中空成形)製品の品質管理では、ノギスで厚さを測定するために製品をカッターナイフで切断していました。従来の検査方法には、多くの問題点があります。対象物を切断すると、切り口に、けば立ちのようなバリが残ります。オペレーターがバリの上で測定をしてしまうと正しい値の測定とはならず、ゆがんだエッジを慎重に避けても、機械的装置で測定できる場所は限られます。また対象物の形状によって、狭い角や瓶の取っ手部分など、アクセスが不可能な場合が多くあります。さらに、厚さ測定のためにいったん対象物を破壊すると、他の検査には使用できないことがほとんどです。オペレーターの技術の差もよく問題となります。ノギスは対象物に対して斜めにあてると誤差を生じ、はさみ口の押し付ける力で凹む材料に使用する際は、オペレーターごとに厚さの読み取り値がばらつきがちです。また安全上の危険性もあります。オペレーターは、作業中に何回もカッターナイフで対象物を切断することが求められ、常に深刻な怪我の心配があります。
これらのすべての問題を低減または解消するには、次の2つの電子的な測定方法があります。超音波厚さ測定とホール効果厚さ測定です。どちらの方法も、現在はブロー成型の品質管理に広く使用されています。測定方法の選択は、一般に検査対象の製品により異なります。手法の選択に関与する要素(後述)も、検査対象の製品により異なります。
超音波測定の原理
超音波厚さ測定は、対象物の片側から非破壊的に肉厚を測定する、正確で信頼性と再現性のある手法です。この方法は、超音波が対象物内を伝搬するのにかかる時間を測定することで厚さを測定します。探触子を測定対象物の表面に配置し、通常はグリセリン、プロピレングリコール、水などの液体を使って対象物に音響的に結合させます。超音波パルスは接触面から反対側底面へ伝搬し、エコーとして探触子に跳ね返ります(図1を参照)。厚さ計は超音波パルスが材料内を伝搬した時間を測定します(図2を参照)。測定対象の材料内での音速を使用して、厚さ計は以下の式によって材料の厚さを計算します。
![]()

図1. 探触子を対象物上に配置します。探触子からの超音波が接触面と底面の間を往復します。
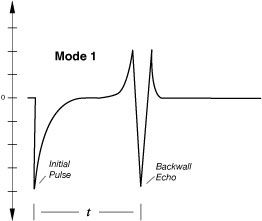
図2. 最初のパルスは対象物に入射される超音波を表します。底面エコーは反対側の底面から戻る超音波を表します。「t」は、超音波パルスの伝搬時間です。モード1は、厚さを測定するために最初のパルスと底面エコーを使用した測定方法を表します。
校正
超音波厚さ計は、使用する際に誤差を生じる条件を把握し、いくつかの点に留意すれば、非常に高精度な結果を得られます。計器を適切に校正しておけば、正確な肉厚が表示されます。校正プロセスには既知の厚さの材料サンプルが必要です。通常、測定する最大と最小の厚さの材料サンプル上に厚さ計を設定します。材料音速とゼロオフセット(探触子関連パラメーター)は、材料に結合した状態で標準試験片の既知の厚さを入力するなど、簡単なキーパッド操作で設定されます。厚さ計では既知の厚さを使用して、材料と探触子の音速とゼロオフセットをそれぞれ計算します。肉厚測定時には、校正された音速を使用して製品の厚さを計算します。
メリットとデメリット
超音波厚さ計の主なメリットは、測定材料の片側にのみアクセスできれば厚さが測定できるため、両側へのアクセスが困難または不可能な密閉容器、大きなシートなどの形状測定が可能になることです。厚さ計は一般的に手で持って容易に使用できます。潜在的なデメリットは、優れた測定精度は材料と音速が既知である場合に限られることです。材料音速に予測不能な変動がある場合は、精度が出ないことがあります。音速は、大きな温度変化や密度のバラツキなど、材料の性質に変化があると影響を受けます。大半のプラスチックは、温度変化が5℃(10°F)を超えると顕著な音速変動を示します。温度誘発性誤差を回避する最も簡単な方法は、室温で校正し、測定することです。それが不可能な場合は、製造工程の定常的な位置で校正、測定を行う必要があります。また、ほとんどの標準的な探触子は、約50℃(122°F)よりも高温の対象物に接触すると損傷するため、特殊な探触子を使用しない限り、高温での測定は推奨されません。外表面が冷めても対象物内部が熱いままである厚肉の製品は、対象物の外側から内側にかけて温度のバラツキが大きいことがあります。温度のバラツキによって、対象物の壁を通ると速度が大きく変わり、測定の不確実性が生じる可能性があります。
ホール効果測定の原理
もう1つの電子測定法は、ホール効果として知られる現象を使用します。ホール効果は、電流を運ぶ導電体に直角に加えられた磁場を使用します。この結合は、別の方向の電圧を誘起します。質量が既知の鋼球など強磁性ターゲットを磁場に置くと、誘起電圧が変化します。ターゲットが磁場から離れると、磁場とそれに伴う誘起電圧が予想可能な変化をします。誘起電圧の変化をプロットすると、誘起電圧を、プローブからのターゲットの距離と比較する曲線が生成されます(図3を参照)。
測定を行うには、測定対象物の片側にホールプローブを配置し、対象物を挟んだもう片方に強磁性ターゲット(通常は小さな鋼鉄製のターゲットボール)を置きます。厚さ計には、ターゲットとプローブ間の距離、つまり肉厚が表示されます。
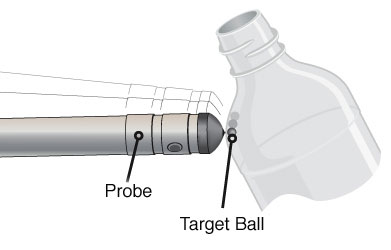
図3. ターゲットボールを測定対象物の片側に配置します。プローブを対象物の反対側に置くと、ボールがプローブに引きつけられます。
校正
厚さ計を校正するには、厚さが既知の一連のシムをプローブ上に配置し、シム上にボールを置いて、装置に既知の厚さを入力します。校正中に入力した情報によって、厚さ計にルックアップテーブルが構築され、変化する電圧の曲線がプロットされます。厚さ計は測定値をルックアップテーブルと照らし合わせ、デジタル読み出しで厚さを表示します。複雑に思えますが、オペレーターは校正中に既知の値を入力するだけで、後は厚さ計で比較と計算が実行されます。ホール効果厚さ計の使用時に、測定に関する物理学的な知識を求められることはありません。校正プロセスは自動です。
メリットとデメリット
このシステムのメリットは、カプラントが不要であること、温度などの材料特性による音速のバラツキがないこと、狭いところや非常に薄いサンプルの肉厚を測定できることです。さらに、プローブで対象物上をスキャンして、連続的な厚さを確認することも、範囲内で最小の厚さを探すことも容易にできます。ブロー成形プラスチック検査での唯一のデメリットは、測定対象物の内部にターゲットボールを配置しなければならないので、密閉された容器で使用できないことです(ただし、超音波測定は可能)。このシステムでは、約10 mm(0.400インチ)まで測定できます。).圧縮性材料の測定は可能ですが、ボールが材料を圧縮してしまう場合があるため、測定を行うときはできるだけ小さなボールを使用する必要があります。生産現場では、1人のオペレーターが対象物全体を数秒でスキャンしながら、複数の測定値を保存することも、最低肉厚を求めてスキャンすることもできます。多くの場合、この種の装置は生産現場に設置され、成形装置のオペレーターが使用します。この方法では、真の統計的工程管理が可能になります。
測定方法の選択
2つの方法のどちらを選ぶかについて、厳密なルールはありません。一般に、大型で硬く、厚肉の対象物を測定するのであれば、超音波法が推奨されます。小型で薄肉(2.5 mmまたは0.100インチ未満)の、狭い部分を有する対象物を測定する場合は、オリンパスMagna-Mike™ 8600などのホール効果厚さ計が推奨されます。ブロー成型用途の大半では、ホール効果厚さ計が好まれます。大半のブロー成型製品には、複雑な形状、比較的薄い柔軟な壁、機械的厚さ計や超音波厚さ計では測定が難しい角などがあります。
超音波測定には、オリンパスの精密厚さ計のどの機種でも使用できます。最も一般的な単層プラスチックボトルの測定には、当社の標準的な超音波厚さ計である、38DL PLUS™および45MG厚さ計(一振動子ソフトウェア付き)のいずれかをお勧めします。これらの厚さ計には、複数の音速と探触子の設定を保存できるため、各種材料の測定プロセスがシンプルになります。薄い対象物によく推奨されるのは、M116、M208、またはV260 Sonopen™探触子です。厚い対象物には、同じ厚さ計を、低い周波数の接触型探触子(M112、M110、またはM109)とともに使用します。50℃(120°F)を超える高温プラスチックの厚さ測定には、高温用遅延材付き探触子を使用してください。
厚みが0.1 mm(0.004インチ)未満のボトルや、複層のプラスチック容器の場合は、72DL PLUS™厚さ計をお勧めします。薄いプラスチックボトルや複層プラスチックの厚さ測定には、標準的な超音波厚さ計よりも大幅に高い周波数を使用する必要があります。72DL PLUS厚さ計では、最大周波数125 MHzの探触子を使用でき、6層までの厚さを同時に表示可能です。
まとめ
どちらの種類の厚さ計も、簡単ないくつかのステップで迅速に校正できます。一度校正すれば、どちらの厚さ計でも正確で再現性のある結果が得られます。この方法は、機械的な測定と比べてオペレーターの技能による差が少ないことが評価されています。校正データは記録された測定値とともに保存され、オペレーターの作業のチェックができます。超音波厚さ計とホール効果厚さ計にはどちらもデータ記録機能があるので、転記ミスを避けることができます。



