Introduction
Dans l’industrie du pétrole et du gaz, de la pétrochimie et de la production d’électricité, on utilise fréquemment des pièces à paroi épaisse, notamment les tuyaux. À des fins de réduction des coûts et en vue de prolonger la durée de vie de la structure et d’en accroître la sécurité, ces pièces épaisses sont généralement faites d’acier non allié, puis recouvertes d’un revêtement fait d’un alliage plus résistant à la corrosion. Ces mêmes alliages peuvent aussi servir de métal d’apport pour la soudure, ce qui est le cas de la pièce illustrée à la figure 1. Cette pièce provient d’un pipeline transportant un produit chimique corrosif sous haute pression, si bien que l’acier non allié ne peut suffire à lui seul à contenir l’écoulement du liquide et à résister à la corrosion sur une période prolongée. Lorsque le matériau de la soudure diffère de celui de la pièce, on parle de « soudure hétérogène ». Ce type de soudure pose un défi particulier lorsque vient le moment d’y appliquer des techniques d’inspection non destructive. Auparavant, on recourait souvent aux techniques d’inspection par radiographie pour les inspecter. Cependant, lorsqu’on procède par radiographie, le temps et le coût total de l’inspection sont augmentés puisque les matériaux épais exigent des durées d’exposition beaucoup plus longues. En raison de ces difficultés et des progrès dans le domaine de la technologie par ultrasons multiéléments, la technique d’inspection par ultrasons constitue une solution de remplacement viable. |
Figure 1 — Pièce d’une épaisseur de 95 mm dont les matériaux de la soudure et du revêtement diffèrent. |

Défis posés par l’inspection de soudures hétérogènes épaisses
L’inspection de ce pipeline comportait deux défis principaux : non seulement l’hétérogénéité des matériaux de la soudure et du revêtement, mais aussi l’épaisseur de la pièce (95 mm).
L’inspection de matériaux hétérogènes au moyen de la technique habituelle par ondes de cisaillement est complexe. Lorsqu’un faisceau ultrasonore traverse une pièce comportant une soudure, l’interface métal-métal et la structure à grains grossiers de la soudure peuvent provoquer une réflexion (rétrodiffusion) et une réfraction des ondes ultrasonores. Cela provoque la déviation, le fractionnement et l’atténuation des faisceaux ultrasonores. Pour en savoir plus à ce sujet, consultez la note d’application « Easy Ultrasonic Phased Array Inspection of Corrosion-Resistant Alloys and Dissimilar Weld Materials ».
Outre le problème d’hétérogénéité des matériaux, les pièces épaisses comportent aussi d’autres défis particuliers. En effet, pour obtenir une bonne probabilité de détection et des lectures précises, il faut propager une plus grande quantité d’énergie dans la pièce.
Solution d’inspection au moyen de la sonde multiélément DLA A26
La sonde DLA A26 a été conçue pour résoudre les problèmes propres à l’inspection de soudures hétérogènes épaisses. Ce type de sonde à grande ouverture tire profit d’une technique d’inspection par émission-réception d’ondes longitudinales à basse fréquence. Comme les ondes longitudinales à basse fréquence sont nettement moins influencées par la déviation et l’atténuation, elles sont mieux adaptées à l’inspection de matériaux hétérogènes en comparaison des ondes de cisaillement. La configuration par émission-réception séparées permet également d’envoyer davantage d’énergie sonore dans une pièce épaisse, et ce, sans que le niveau de bruit augmente.
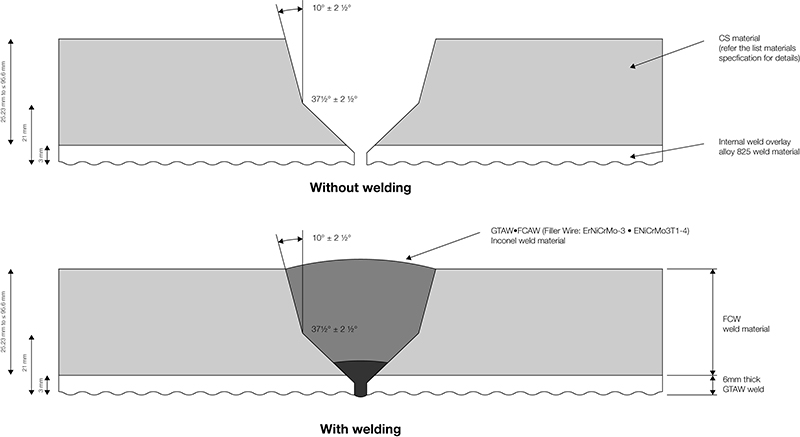
Figure 2 — Illustration du profil du méplat et de la soudure hétérogène
En raison de la conversion de mode (de l’onde longitudinale en onde de cisaillement) qui se produit lorsque l’onde se réfléchit sur une surface, seules les procédures par demi-bond sont fonctionnelles (faisceaux directs).
Pour cette inspection, la pièce utilisée présentait les caractéristiques suivantes : épaisseur de 95 mm, matériau de base constitué d’acier non allié, revêtement soudé fait d’alliage 825, métal d’apport de la soudure fait d’un alliage de nickel (ErNiCrMo-3 + ENiCrMo3T1-4) [voir Fig. 1]. La soudure a été affleurée de manière à permettre le balayage d’éventuels défauts transversaux (à 0 degré et à 180 degrés, comme illustré sur le plan d’inspection à la figure 7).
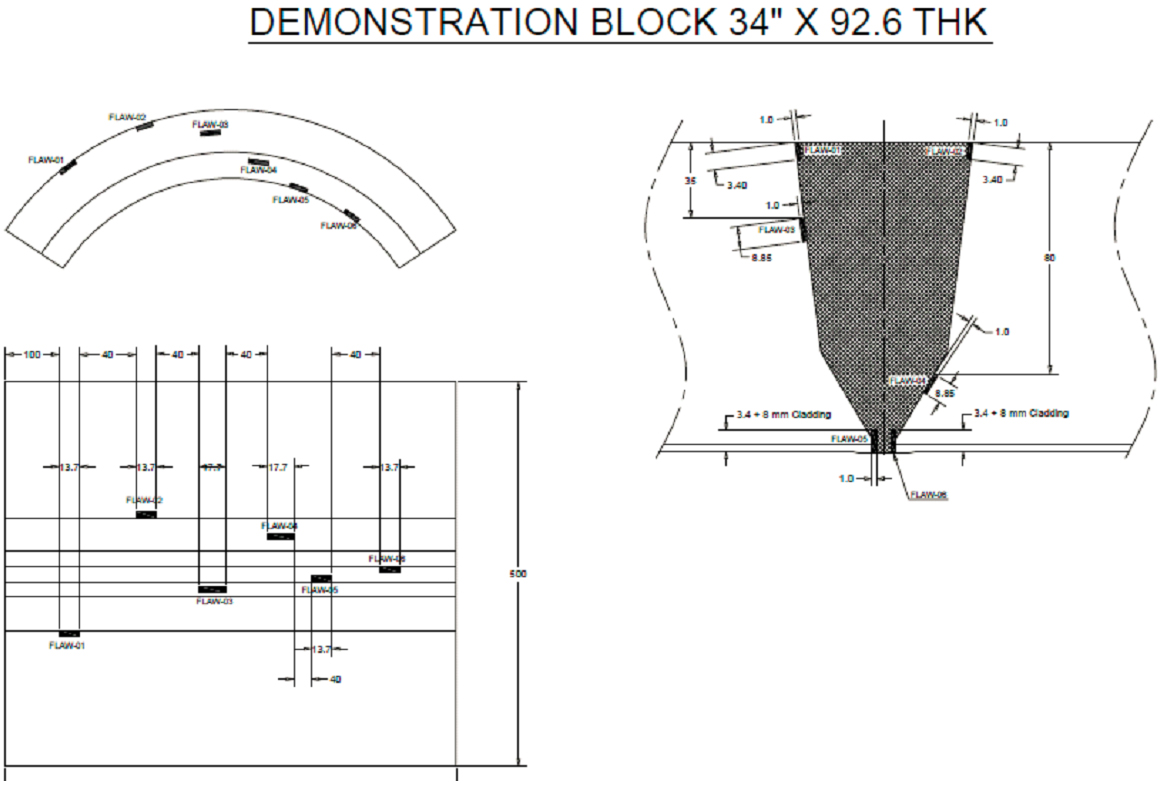
Figure 3 — Illustration du bloc étalon
Deux fréquences de sonde distinctes ont été utilisées. La zone d’intérêt était située au fond du bloc étalon (montrée à la figure 4). Pour détecter le manque de fusion dans la paroi latérale, la hauteur de l’encoche sur le diamètre interne et toutes les longueurs des défauts longitudinaux, on a d’abord utilisé la sonde multiélément A26 d’une fréquence de 5 MHz. On a ensuite utilisé une sonde de fréquence inférieure (A26 à 2,25 MHz) pour obtenir une pénétration à des angles d’inclinaison de 0 et de 180 degrés dans le métal d’apport, lequel est fait d’un alliage de nickel plus atténuant (figure 5).
Les figures 7 et 8 montrent les défauts transversaux provenant des génératrices de 5 mm de diamètre, mesurés avec précision à l’aide de la sonde A26 à 2,25 MHz, même si ces génératrices sont placées profondément dans le métal d’apport épais.
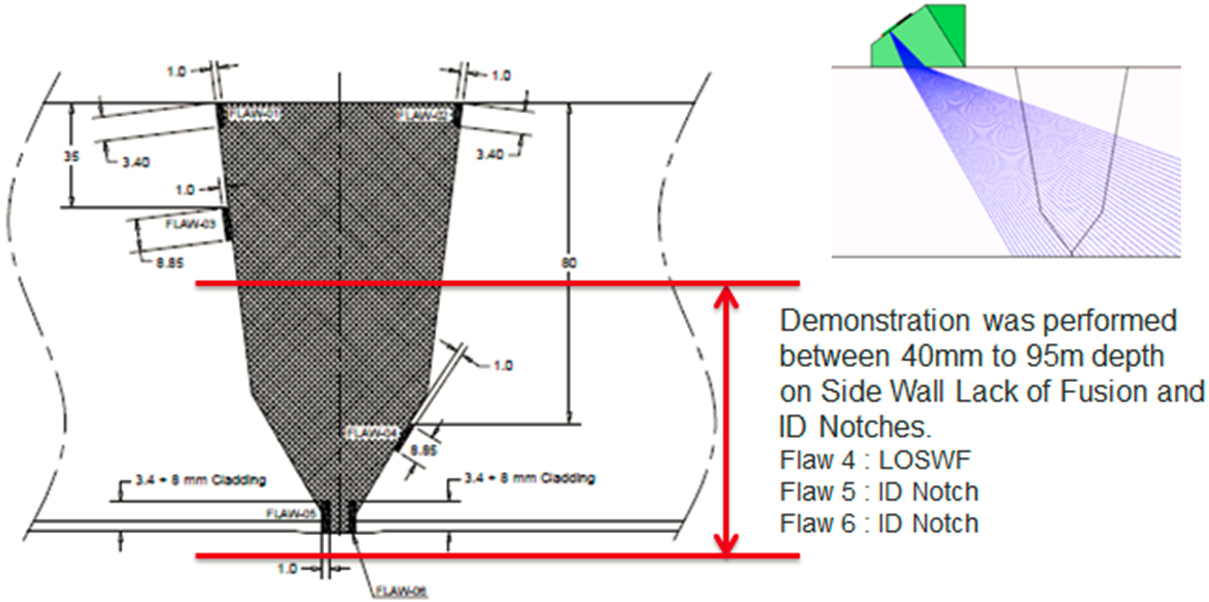
Figure 4 — Zone d’intérêt pour cette application : manque de fusion de la paroi et encoches sur le diamètre interne
Avantages de la sonde Dual Linear Array™ (DLA) A26 pour l’inspection de soudures hétérogènes épaisses
Au moyen des sondes Dual Matrix Array™ (DMA) et Dual Linear Array™ (DLA), nous avons obtenu des résultats concluants pour résoudre les problèmes propres à l’inspection de matériaux hétérogènes ou à bruit acoustique élevé. Vous trouverez quelques exemples de cette réussite dans les notes d’application suivantes : « Sondes Dual Matrix Array pour l’inspection de soudures ayant un niveau élevé de bruit acoustique » et « Inspection de tubes en acier austénitique de faible diamètre à l’aide de la sonde Dual Linear Array (DLA) ». Cependant, certaines applications d’inspection de pièces à parois épaisses demeuraient complexes lorsqu’elles étaient réalisées au moyen des modèles de sonde antérieurs, raison pour laquelle nous avons conçu la sonde DLA A26. Sa fréquence plus basse assure une meilleure pénétration, alors que sa configuration par émission-réception et sa grande ouverture transmettent plus d’énergie à la pièce, sans augmenter le niveau de bruit.
A17 — 2,25 Mhz | A26 — 5 Mhz |
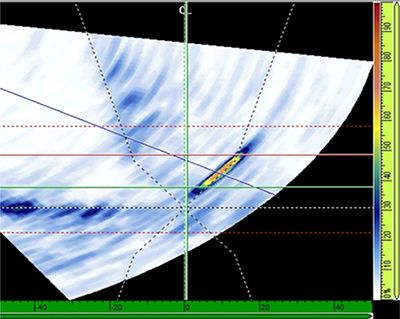
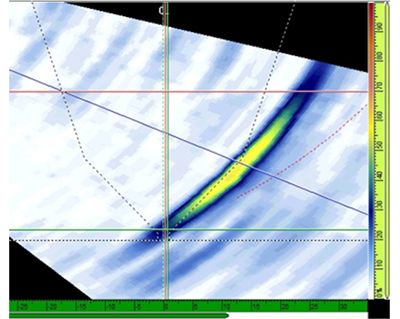
Figure 5 — Résultats comparés des S-scans générés par une sonde A17 ou A26 durant l’inspection d’un défaut longitudinal
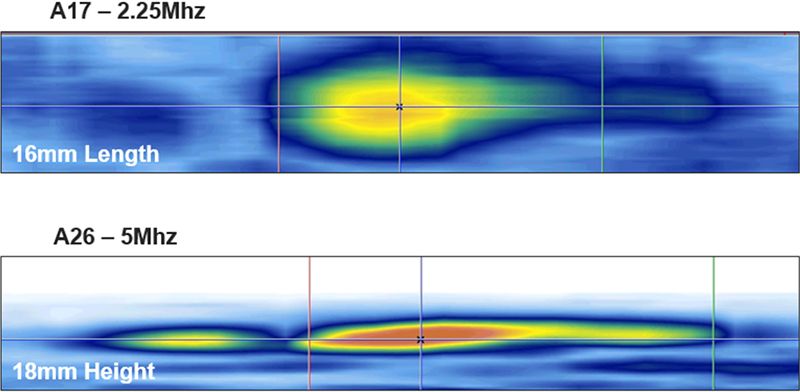
Figure 6 — Résultats comparés des C-scans générés par une sonde A17 ou A26 durant l’inspection d’un défaut longitudinal
Conclusion
La nouvelle sonde DLA A26 offre de meilleurs résultats de dimensionnement que nos autres sondes à réseau double plus petites.
Grâce à sa plus grande ouverture et à sa fréquence plus élevée, la sonde multiélément A26 à 5 MHz a pu mesurer les défauts liés au manque de fusion, la hauteur de l’encoche sur le diamètre interne ainsi que toutes les longueurs de défauts longitudinaux de la paroi latérale de façon plus précise que la sonde A17 à 2,25 MHz.
La sonde A26 à 2,25 MHz a pu assurer une pénétration à des angles d’inclinaison de 0 et 180 degrés dans le métal d’apport fait d’Inconel® 825 (alliage de nickel).
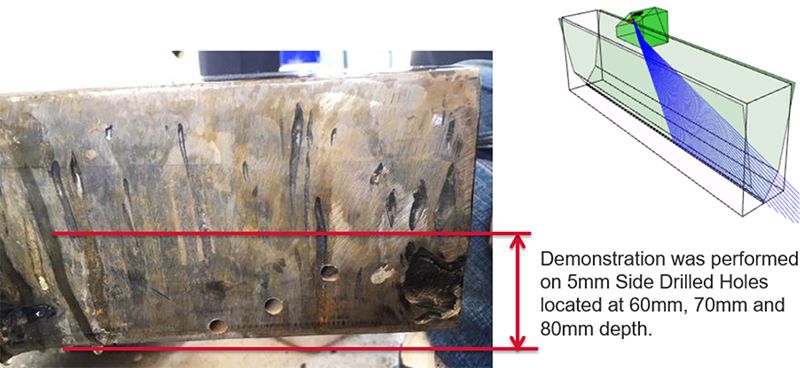
Figure 7 — Bloc étalon présentant des défauts transversaux (génératrices d’un diamètre de 5 mm) à des profondeurs de 60 mm, 70 mm et 80 mm.
Balayage effectué selon un angle de bigle de 180 degrés dans le métal d’apport.
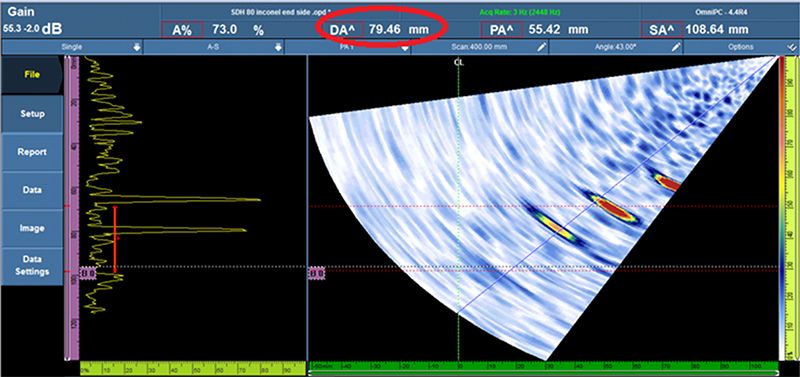
Figure 8 — Balayage sectoriel montrant des génératrices d’un diamètre de 5 mm à des profondeurs de 60 mm, 70 mm et 80 mm


