La disponibilité du produit varie selon les régions. Contactez votre représentant Olympus pour en savoir plus.
Vue d’ensemble
Système d’inspection des soudures circonférentielles
Le PipeWIZARD est un système automatisé d’inspection par ultrasons multiéléments et conventionnels des soudures circonférentielles. Spécialement conçu pour l’inspection soudure à soudure sur site dans des environnements extrêmes, sur terre et en mer.
Les pipelines occupent une place critique dans l’économie mondiale, car ils transportent de grandes quantités de gaz, de pétrole, d’eau et de produits chimiques. Les joints circulaires des tuyaux sont soudés sur place, généralement à l’aide de systèmes de soudage automatisé. Durant la construction de pipelines, les soudures constituent le « point faible », car c’est à cet endroit que les défauts ont tendance à se produire. Les soudures sont inspectées à l’aide de méthodes de contrôle non destructif, et puis revêtues et enterrées ou posées sur le fond marin. Étant donné la cadence rapide du cycle de construction, il est important de repérer et d’analyser très rapidement tout défaut de soudure.
Inspection automatisée par ultrasons (AUT)
Au cours des dernières années, l’inspection radiographie traditionnelle comme méthode de choix pour l’inspection des soudures de pipelines dans le monde entier. La radiographie présente des limites importantes : mauvaise détection des défauts planaires, absence de capacité de dimensionnement vertical, problèmes de sécurité et préoccupations environnementales.
Avantages de l’inspection par ultrasons automatisée :
- Aucun risque de rayonnement, aucun produit chimique utilisé, aucun permis spécial requis
- Temps de cycle d’inspection très court pour un taux de production élevé
- Meilleure précision de détection et de dimensionnement, entraînant un taux de rejet plus faible
- Utilisation des critères d’acceptation de l’évaluation critique de l’ingénierie (ECA) avec mesure de la hauteur verticale et de la profondeur des indications, ce qui réduit le taux de rejet
- Analyse en temps réel à partir d’un affichage intelligent des résultats
- Données et rapports d’inspection sur support électronique
- Meilleur contrôle du processus de soudage, ce qui permet également de réduire le taux de rejet
Technologie multiélément
Les premiers systèmes de contrôle automatisé par ultrasons utilisaient de multiples sondes à ultrasons conventionnels. Il y a une dizaine d’années, les systèmes multiéléments ont vu le jour. Les ultrasons multiéléments tirent profit de la formation électronique du faisceau pour produire et recevoir des ultrasons. Chaque élément de la sonde multiélément est individuellement pulsé suivant un délai programmé, ce qui permet de produire un grand éventail d’angles de faisceaux et de distances focales.
La technologie multiélément offre des avantages significatifs par rapport aux systèmes conventionnels à plusieurs sondes :
- En règle générale, deux sondes multiéléments remplacent plus de 24 sondes à ultrasons conventionnels.
- Les configurations multiéléments sont effectuées en chargeant un fichier, et non en réglant la position de chacune des sondes.
- Les faisceaux multiéléments sont optimisés (angle, focalisation, parcours ultrasons, largeur du faisceau) en réglant les paramètres appropriés dans le logiciel, ce qui offre une plus grande précision dans le dimensionnement des défauts.
- Un système à ultrasons multiéléments contient environ 80 % moins de pièces mobiles qu’un système avec plusieurs sondes à ultrasons conventionnels équivalent et offre une fiabilité d’inspection constante à chaque balayage.
- Un scanner à ultrasons multiéléments est nettement plus petit et plus léger qu’un scanner à multiples sondes à ultrasons conventionnels. ll est donc plus facile à manipuler et il minimise l’enlèvement du revêtement de chaque côté de la soudure.
- Les systèmes à ultrasons multiéléments permettent d’inspecter n’importe quel type de configuration de soudure, tandis que les systèmes à plusieurs sondes à ultrasons conventionnels sont limités dans la gamme d’épaisseur des parois et de diamètre des tuyaux.
- Le balayage électronique permet de personnaliser l’inspection des soudures, y compris la méthode TOFD à angles multiples, l’imagerie avancée et l’inspection détaillée.
| Technologie par ultrasons multiéléments :
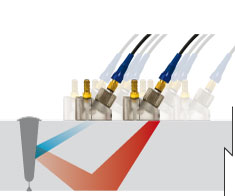
Couverture complète avec deux sondes
Les ultrasons multiéléments offrent une couverture complète de la soudure à l’aide d’une sonde placée de chaque côté de la soudure. | Technologie par ultrasons conventionnels :
Couverture complète avec plus de 24 sondes
|

Conformité aux normes
En 1998, l’American Society for Testing and Materials (ASTM) publiait la norme ASTM E-1961-98. Cette norme, dont une nouvelle version a été publiée en 2003, comprend les critères essentiels de l’inspection automatisée par ultrasons des soudures circonférentielles : discrimination par zone, interprétation rapide des données, blocs étalons spécialisés et procédures de configuration. La norme E-1961 utilise les critères d’évaluation critiques d’ingénierie (ECA). En 1999, l’American Petroleum Institute (API) publiait également la 19e édition de la norme API 1104, qui couvre l’inspection mécanisée par ultrasons et par radiographie des soudures circonférentielles.
Tous les produits PipeWIZARD satisfont à la norme ASTM E-1961 et, par conséquent, à la norme API 1104. Ils satisfont également à la norme DNV-OS-F101 portant sur le contrôle automatisé par ultrasons lors d’inspections en mer.
Dans certains cas, les spécifications des sociétés peuvent dépasser celles des normes, généralement en vue d’obtenir des dimensionnements plus précis et de meilleures résolutions des discontinuités.
L’expérience PipeWIZARD
Le système PipeWIZARD est spécialement conçu pour fonctionner dans des conditions climatiques extrêmes, du froid des régions sibériennes à la chaleur des déserts du Moyen‑Orient, et dans des milieux humides, salés ou secs. De nombreux tests ont également été effectués pour vérifier la résistance du système PipeWIZARD aux vibrations, aux chocs et aux interférences électromagnétiques.
Le système PipeWIZARD s’adapte à toutes les configurations de soudures circonférentielles :
- Tous les profils de soudure : CRC-Evans, préparation en J, préparation en V, préparation en V double, préparation en X, etc.
- Épaisseur de paroi typique du tuyau : de 6 mm à plus de 35 mm.
Des options sont offertes pour des tuyaux plus épais. - Diamètres courants : de 6 po à plus de 56 po
Des options sont offertes pour des diamètres plus petits. - Matériaux : de l’acier non allié standard aux configurations complexes telles que l’Inconel, les tuyaux revêtus ou les tuyaux sans soudure présentant des variations d’épaisseur
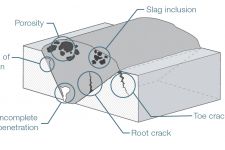
Les défauts typiques détectés sont le manque de fusion, le manque de pénétration, les porosités, l’excès de pénétration, les caniveaux, les défauts d’alignement, les fissures, les reprises et les inclusions, etc.
La durée du cycle d’inspection est de 2 à 6 minutes en fonction du type de soudure, du diamètre du tuyau, de l’emplacement et de l’environnement.
Résumé de déploiement du PipeWIZARD
- Les systèmes multiéléments PipeWIZARD sont utilisés pour les plus grands projets de construction de pipelines sur terre et en mer à travers le monde.
- Des millions de soudures ont déjà été inspectées avec les systèmes PipeWIZARD.
- Les grandes sociétés pétrolières et gazières ont déjà certifié les systèmes PipeWIZARD pour des projets de construction de pipelines :
- Exxon Mobil
- Shell
- TOTAL
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- Des centaines d’opérateurs à travers le monde savent déjà comment utiliser les systèmes PipeWIZARD.
 Technique de discrimination par zones
Technique de discrimination par zones
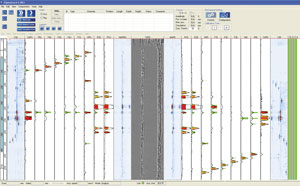
La principale technique d’inspection utilisée avec le système PipeWIZARD est la discrimination par zones dans laquelle chaque zone de la soudure est inspectée individuellement à l’aide d’un faisceau ultrasonore spécifique.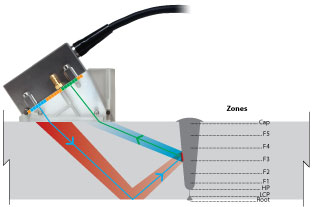 La hauteur de la zone est à peu près égale à une passe de soudage
La hauteur de la zone est à peu près égale à une passe de soudage
Deux sondes à ultrasons multiéléments, une de chaque côté de la soudure, assurent une couverture complète de la zone du chanfrein et du volume de la soudure. La technique par écho d’impulsion ou par émission-réception séparées est utilisée selon la zone inspectée. Ces canaux multiéléments sont affichés dans un graphique de représentation temporelle.
La technique de diffraction en temps de vol (TOFD) est aussi utilisée pour améliorer la détection et le dimensionnement des indications petites ou mal orientées. Elle est également utilisée pour valider les indications détectées dans les canaux du graphique de représentation temporelle. Les données TOFD peuvent être acquises à l’aide de sondes multiéléments ou de sondes à ultrasons conventionnels dédiées.
Un module offert en option comprenant quatre sondes à ultrasons conventionnels dédiés peut être utilisé pour détecter les indications transversales dans la soudure.
 Des canaux spécifiques sont affichés pour contrôler le couplage de chaque sonde multiélément lors du balayage de la soudure et du bloc étalon.
Des canaux spécifiques sont affichés pour contrôler le couplage de chaque sonde multiélément lors du balayage de la soudure et du bloc étalon.
Chaque configuration de soudure nécessite un bloc étalon spécifique du même diamètre, de la même épaisseur et du même matériau que les tuyaux utilisés sur le site. Des réflecteurs spécifiques sont usinés de façon à représenter les défauts typiques les plus susceptibles de survenir au cours du processus de soudage. Tous les faisceaux sont étalonnés selon la procédure d’inspection.
Logiciel avancé convivial
Le logiciel du PipeWIZARD V4 est basé sur le puissant logiciel d’acquisition et d’analyse de données TomoView. Il comprend une fonction simple de création automatique des configurations, de nombreux outils d’analyse des données (y compris une vue en 2D), une fonction simple de production de rapports et des fonctionnalités avancées d’inspection des soudures. Le logiciel du PipeWiZARD V4 est d’une conception simple, souple et évolutive pour permettre la création de configurations d’inspection complexes. L’interface utilisateur a été optimisée pour une formation rapide et un fonctionnement efficace sur le terrain ; aucune formation supplémentaire n’est nécessaire pour les opérateurs expérimentés.
Le logiciel PipeWIZARD V4 est basé sur la plateforme Tomoview, qui est constamment révisée pour des améliorations. Cela signifie également que les mises à jour peuvent être effectuées facilement, même sur site.
Création automatique de configurations
Les configurations peuvent être créées hors ligne, sans qu’aucun appareil ne soit connecté. En quelques minutes, le fichier de configuration peut être sauvegardé et acheminé au site d’inspection par courriel. L’opérateur sur site n’a qu’à étalonner le système.
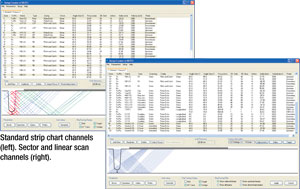
En plus des canaux habituels et des vues B-scan avec une loi focale (TOFD, volumétrique et cartographie de racines), les configurations peuvent désormais contenir des canaux de balayage sectoriel et linéaire. Cette nouvelle fonctionnalité peut améliorer la détection et le dimensionnement des défauts bien au-delà des exigences des normes de discrimination par zones.
 Étalonnage et inspection
Étalonnage et inspection
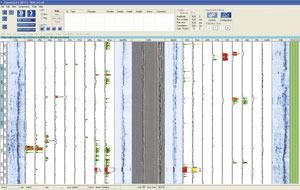
Les données acquises s’affichent en temps réel pendant l’inspection. Le nom des fichiers de données est automatiquement incrémenté.
L’unité d’acquisition TomoScan FOCUS LT utilisée avec le logiciel du PipeWIZARD V4 améliore le débit des données par rapport à l’unité d’acquisition utilisée auparavant (4 Mo/s par rapport à 0,7 Mo/s). Ceci permet une collecte complète des données A-scan compressées. De plus, des configurations multiples peuvent être exécutées simultanément lors de balayages à des vitesses allant jusqu’à 100 mm/s.
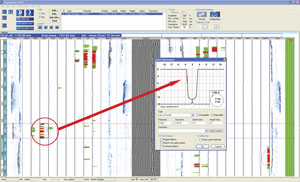 Analyse rapide et détaillée
Analyse rapide et détaillée
Le logiciel PipeWIZARD offre un nombre presque illimité de canaux dans 10 représentations séparées. Ce logiciel permet l’interprétation automatique des données en affichant la position des défauts sur le profil du chanfrein, ainsi que leur position sur la circonférence.
De nombreux outils d’analyse facilitent le dimensionnement et le positionnement des indications :
- Porte double dans la représentation temporelle
- Superposition de soudures sur balayages sectoriels et linéaires (voir ci-dessous)
- Fonction de zoom
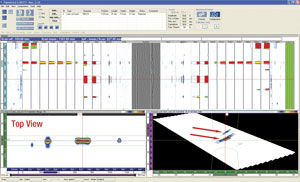 Liaison de vues
Liaison de vues
- Vues personnalisées
- Mesure automatique
- Mesure d’indications cumulatives
- Fonction de fusion de C-scans
- Palette de couleurs personnalisable
Génération automatique de rapports
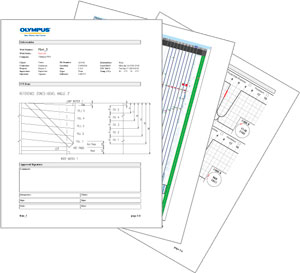
Le logiciel PipeWIZARD offre une fonction de production automatique de rapports. Les rapports sont personnalisables et peuvent inclure le nom du projet, la date et l’heure de l’inspection, l’identification de la soudure, le nom de l’inspecteur, les vues complètes de balayage, le dessin du chanfrein avec les informations sur les zones inspectées, la table des défauts avec identification, la longueur, la hauteur et la position dans la soudure, l’état de la soudure et les commentaires de l’inspecteur.
Stockage facile des données
Tous les fichiers de données peuvent être stockés sur un disque dur externe ou archivés sur un CD ou un DVD pour consultation ultérieure. La fonction de sauvegarde automatique permet la duplication des données pour une sécurité accrue. Les fichiers de données peuvent facilement être envoyés par Internet à des tiers.
PipeWIZARD VIEWER
PipeWIZARD VIEWER™ est un logiciel libre permettant de visualiser des données ultrasonores et multiéléments. Il permet de charger les données des fichiers générés par le logiciel du PipeWIZARD V4. Il est très utile pour un spécialiste ou un client pour revoir les balayages d’inspection. Le logiciel PipeWIZARD VIEWER fonctionne sous Microsoft Windows XP Pro with SP2, Microsoft Windows Vista et Microsoft Windows 7.
Applications avancées
Le système PipeWIZARD est polyvalent et permet l’inspection de configurations de soudure spéciales.
Tuyaux revêtus : Le PipeWIZARD est déjà certifié pour l’inspection des tuyaux revêtus avec des techniques d’inspection spécifiques utilisant des ondes longitudinales et des fonctionnalités avancées du logiciel.
Tuyaux sans soudure : Une technique d’inspection unique remplissant les conditions requises a été mise au point pour le logiciel PipeWIZARD afin d’inspecter des soudures dans les tuyaux présentant de grandes variations d’épaisseur de paroi.
Tuyaux épais : Le système PipeWIZARD peut être adapté pour inspecter les soudures de tuyaux plus épais en utilisant des sondes et des sabots différents, et en effectuant de légères modifications mécaniques.
Applications
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
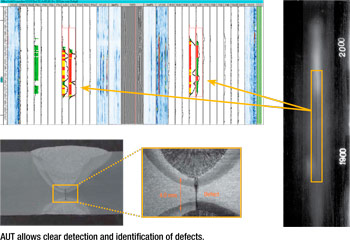
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Features
Key Features of the PipeWIZARD iX System
|
Specifications
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||