
L’essai par ressuage utilisé pour déceler la fissuration par corrosion sous contrainte dans les tuyaux faits d’acier inoxydable et les soudures constitue une méthode lente et inefficace. Beaucoup de tuyaux présentent une surface rugueuse, sale ou peinte. Avant de procéder à l’essai par ressuage, la surface des tuyaux doit être égalisée et nettoyée. Si la surface est peinte, elle doit être décapée minutieusement; une nouvelle couche de peinture doit être appliquée ensuite. Fort heureusement, il existe une meilleure façon de procéder.
Voici six avantages d’utiliser le scanner par courants de Foucault multiéléments MagnaFORM™ en comparaison de l’essai par ressuage.
1. Nul besoin de décaper et d’appliquer une nouvelle couche de peinture
Le scanner MagnaFORM fonctionne avec l’appareil de recherche de défauts OmniScan® MX pour générer une imagerie fiable, même au travers d’une couche de peinture – nul besoin de décaper ou de repeindre. Cela permet d’accomplir le travail plus rapidement.
 C-scan de l’acier inoxydable 304 avec entrefer de 0 mm |  C-scan de l’acier inoxydable 304 avec entrefer de 3 mm |
2. Les surfaces rugueuses ne posent plus problèmeLa compensation dynamique de l’entrefer permet de garantir la sensibilité de la sonde aux discontinuités débouchantes sur les soudures rugueuses et les zones corrodées. La capacité de détection demeure fiable, même avec un entrefer de 3 mm. | 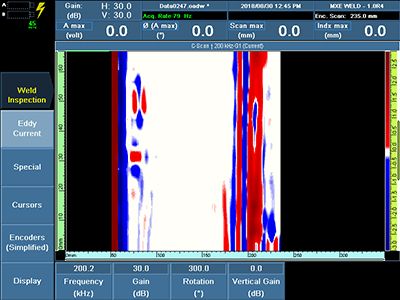 C-scan d'une surface rugueuse |
3. La saleté des pièces ne constitue pas un problèmeMême lorsque la pièce inspectée est sale, mouillée, rugueuse ou déformée à froid, le rapport signal sur bruit reste élevé pour vous aider à déceler rapidement les défauts. |  Plaque d’acier inoxydable 304 dont la surface est sale et rugueuse |
4. Une seule configuration pour inspecter l’acier inoxydable 304 et 316Vous pouvez inspecter l’acier inoxydable 304 et 316 à partir d’une seule configuration prédéfinie. Il est possible de détecter les défauts aussi courts que 1,6 mm. |  Inspection d'une plaque en acier inoxydable 304 |
5. Couverture étendue pour des inspections accéléréesLe scanner MagnaFORM peut couvrir jusqu’à 65 mm par balayage, ce qui vous permet d’accomplir le travail rapidement. |  Scanner MagnaFORM sur une soudure |
6. Elle ne vous laissera pas tomber.Équipée de sabots remplaçables et d’une protection intégrée contre l’usure, la sonde résiste à l’équivalent de 22 kilomètres d’inspection. |  La solution MagnaFORM inclut la sonde, le chariot de scanner et un câble de 5 mètres; le logiciel de compensation de l’entrefer est chargé sur une carte de mémoire et peut être utilisé avec l’appareil de recherche de défauts OmniScan MX. |
Contenu connexe
« Tired of Removing Paint to Inspect Welds? »
Vidéo : « Setting Up and Calibrating the MagnaFORM Probe for Carbon Steel Weld Inspection »
« Eddy Current as an Alternative to Magnetic Particle Inspection for Carbon Steel Welds »
