
Dernière mise à jour : 25 juin 2024
Les inspecteurs peuvent surveiller la corrosion notamment en mesurant l’épaisseur résiduelle des parois des tuyaux, des réservoirs, des coques de navires ou d’autres structures métalliques. Souvent, ces tuyaux et pièces de métal sont recouverts de peinture ou d’un revêtement non métallique similaire.
Lorsque cette inspection est effectuée à l’aide de mesureurs d’épaisseur par ultrasons classiques, la présence de peinture ou de revêtement similaires entraîne des erreurs de mesure. En effet, on obtient souvent une mesure d’épaisseur du métal augmentée par rapport à la réalité, souvent du double de l’épaisseur de la couche de peinture, en raison de la lenteur de propagation des ondes dans la peinture.
La bonne nouvelle, c’est que les mesureurs par ultrasons avancés offrent des solutions efficaces pour remédier à ce problème d’inspection de la corrosion. Nous comparons ici deux méthodes utilisées pour mesurer l’épaisseur de paroi résiduelle sur des surfaces métalliques peintes ou revêtues. Apprenez comment elles fonctionnent et découvrez leurs avantages et leurs limites.
Comparaison des méthodes utilisées pour mesurer l’épaisseur de paroi résiduelle sur des surfaces métalliques peintes ou revêtues
Deux solutions à ce problème sont incluses dans le mesureur 39DL PLUS™ et proposées en option pour le mesureur 45MG : la mesure entre échos et la mesure THRU-COAT. Les deux techniques ayant leurs propres forces et faiblesses, il vous sera utile de bien comprendre chacune d’elles pour choisir la solution qui convient à votre application.
Technologie de mesure THRU-COAT
Mesure entre échos
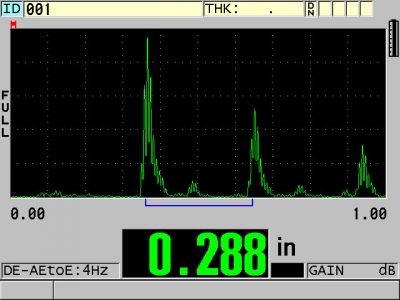
1. Mesure entre échos
La mesure d’épaisseur entre échos utilise une technique bien établie consistant à chronométrer l’intervalle entre deux échos de fond successifs, lesquels représentent des allers-retours successifs de l’onde sonore à travers le matériau inspecté, comme illustré ci-dessous.
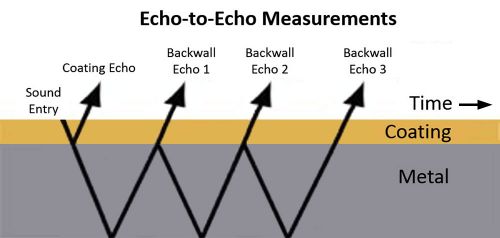
Fonctionnement de la mesure entre échos
Dans le cas du métal peint, ces échos de fond surviennent à l’intérieur du métal seulement, et non pas dans le revêtement. Par conséquent, l’intervalle entre n’importe quelle paire d’échos (entre les échos de fond 1 et 2, les échos de fond 2 et 3, etc.) représente l’épaisseur du métal seulement ; l’épaisseur du revêtement, elle, n’est pas prise en compte.
Voici les avantages de la technique de mesure entre échos :
- Possibilité d’utiliser une variété de sondes courantes
- Fonctionnement souvent efficace à travers des revêtements de surface rugueux
- Fonctionnement possible à des températures élevées (jusqu’à environ 500 °C [930 °F]) à l’aide de sondes adéquates
Voici les limites de la technique de mesure entre échos :
- Plusieurs échos de fond requis, lesquels peuvent être inexistants dans les métaux très corrodés
- Étendue d’épaisseurs parfois plus restreinte qu’avec la mesure THRU-COAT
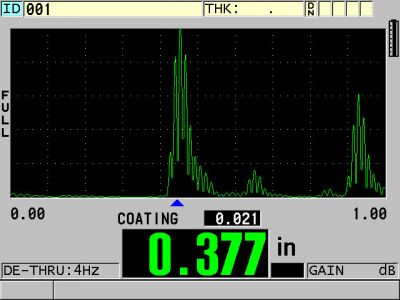
2. Mesure THRU-COAT
Dans le cas de la mesure THRU-COAT, on utilise un logiciel breveté pour déterminer l’intervalle de temps que représente un aller-retour à l’intérieur du revêtement. Cet intervalle est utilisé pour le calcul et l’affichage de l’épaisseur du revêtement. En soustrayant ensuite cet intervalle de la mesure totale, le mesureur peut aussi calculer et afficher l’épaisseur du substrat métallique.
Voici les avantages de l’utilisation de la technologie THRU-COAT par rapport à la technique de mesure entre échos :
- Fonctionnement efficace avec un vaste éventail d’épaisseurs allant généralement de 1 mm (0,04 po) à plus de 50 mm (2 po) dans l’acier
- Un seul écho de fond requis
- Mesure plus précise de l’épaisseur résiduelle minimale dans les cas de corrosion par piqûres dans le métal
Voici certaines des limites de la technologie THRU-COAT :
- Revêtement devant être non métallique et d’une épaisseur minimale de 0,125 mm (0,005 po)
- Surface relativement lisse requise
- Utilisation d’une seule des deux sondes spécialisées
- Surface devant avoir une température maximale de 50 °C (125 °F)
Visionnez cette vidéo ou consultez cette note d’application pour en savoir plus sur la mesure entre échos et la mesure THRU-COAT.
Contenu connexe
Foire aux questions sur le contrôle non destructif par ultrasons
Mesure de la corrosion à l’aide de sondes à émission-réception séparées
Article technique : Introduction à la mesure d’épaisseur par ultrasons