Michael Moles y Sebastien Rigault
Olympus
Las soldaduras de aceros austeníticos suponen importantes dificultades de inspección debido a la gran estructura de su grano. La radiografía no se aplica bien a este tipo de caso; por ende, la tecnología por ultrasonido es la opción principal para inspeccionar soldaduras de aceros austeníticos, soldaduras de buque GNL, y tuberías revestidas/envainadas de acero inoxidable por fundición centrifugada. En el caso de las inspecciones por ultrasonido, los granos austeníticos de gran tamaño producen la desviación, división y atenuación del haz. Este documento permitirá visualizar los resultados de I+D en aceros austeníticos (incluyendo las soldaduras de acero inoxidable, revestimientos/envainados, soldaduras de metal distinto, soldaduras GNL de níquel al 9 % y tuberías de acero inoxidable por fundición centrifugada. Los resultados de I+D y la experiencia práctica demuestran que las ondas longitudinales, a diferencia de las ondas transversales, se ven menos afectadas por los granos austeníticos de gran tamaño, por tanto son más usadas. Sin embargo, las inspecciones por ultrasonido son más complicadas debido a la conversión de modalidad, de las ondas longitudinales a las ondas transversales, sobre superficies reflectantes, necesitando entonces procedimientos de mitad de salto. Existe una jerarquía de planteamientos que puede ser usada para desarrollar técnicas de inspección, que inician con la aplicación de ondas transversales y terminan con el uso de sondas multielementos «phased array» de doble matriz. Los planteamientos phased array representan los procesos de inspección de alta vanguardia, resultando competitivos sobre el plan económico y técnico. Las técnicas típicas usan S-scan phased array (multielementos) para proporcionar una cobertura múltiple, muchas veces por múltiples pasadas. El planteamiento de inspección actual dependerá del espesor del material, de la cantidad de material soldado o envainado, de los defectos que deben ser detectados, de los requisitos estructurales, del tamaño de los defectos que deben ser rechazados, del tiempo disponible, del presupuesto y, sobre todo, del tamaño del grano en la soldadura o revestimiento (envainado). En este documento se brindan algunas recomendaciones específicas sobre las estrategias de inspección por ultrasonido. Además, en este documento se darán recomendaciones para mejorar la capacidad de inspección.
Introducción
El revestimiento/envainado, las soldaduras de metal distinto, los aceros austeníticos, presentan problemas de inspección similares por ultrasonido debido a la variación, división, refracción y absorción. Como era de esperar, la mayor parte de los trabajos de inspección por ultrasonido publicados han sido efectuados por la industria nuclear. La industria nuclear ha sido la primera en establecer las fuentes de los problemas generados en las tuberías de acero inoxidable fundido (con granos de gran tamaño y orientación especifica), y la primera en utilizarlas como modelos y analizarlas. Por lo general, estas han demostrado que:
- las ondas ultrasónicas de longitud más corta, pero ligeramente más largas que el tamaño del grano, trabajan mejor;
- las ondas longitudinales penetran mejor que las ondas transversales;
- las ondas transversales operan correctamente (sin embargo, los dispositivos EMAT presentan una resolución de señal acústica baja); y,
- las sondas duales (o de doble elemento) son la mejor herramienta para realizar la inspección (las sondas duales emiten la onda desde un lado de la matriz y la reciben en el otro lado para minimizar las reflexiones cercanas a la superficie).
La industria nuclear se interesó principalmente a los aceros inoxidables fundidos que se caracterizan por el gran tamaño de su grano. Los ensayos experimentales han demostrado que la posibilidad para detectar defectos es muy baja. En gran parte, estos resultados se aplican a las soldaduras de Inconel (revestimientos/envainados y soldaduras de metales distintos) y otras relacionadas, ya que el problema es el mismo: los granos austeníticos orientados de gran tamaño refractan,
absorben y reflejan los ultrasonidos. Con las técnicas radiográficas se experimentan los mismos problemas que con las técnicas por ultrasonido; los granos de gran tamaño opacan la imagen, lo que dificulta bastante las detección de defectos.
En la industria petroquímica, que es un importante usuario de aleaciones resistentes a la corrosión (CRA), se produce otro problema. Existe poca documentación publicada acerca del envainado de tuberías y de las soldaduras de metal distinto. Esto no es de sorprender, ya que cualquier información es considerada comercial y de sus respectivos propietarios.
El problema se puede resumir a lo siguiente: los materiales ferríticos experimentan una fase de transformación durante el proceso de enfriamiento, lo que produce una estructura cúbica de cuerpo centrado aleatorio. En cambio, las soldaduras de aceros austeníticos no se transforman, por lo que la microestructura austenítica será:
-γ-Fe (estructura centrada en las caras), no magnética.
-Estructura de grano grueso (de varios mm)
-Anisotrópica: las características físicas del material (velocidad del sonido, atenuación, inclinación del haz) dependerán de la orientación del cristal.
En la práctica, la microestructura dicta la capacidad de inspección para los aceros austeníticos.
Avances hasta el día de hoy
Industria nuclear: La industria nuclear ha desarrollado una importante cantidad de estudios de investigación y desarrollo en materiales austeníticos, que incluyen un extenso modelado (1); sin embargo, el problema con los modelos es que la microestructura puede variar, creando distintos límites para la aplicación. El principal objetivo fueron los aceros inoxidables por fundición centrifugada (CCSS). Los resultados típicos se muestran en la Figura 1; a pesar de que los resultados actuales dependerán significativamente de la microestructura. Los granos del acero inoxidable fundido tienden a ser considerablemente más grandes que otros aceros austeníticos y generan problemas de inspección asociados. El otro problema que se presenta con los aceros inoxidables por fundición centrifugada (CCSS) es que el tamaño del grano varía con el índice de enfriamiento, la posición de la tubería, el procedimiento, etc., a diferencia de procesos de soldadura mejor controlados.
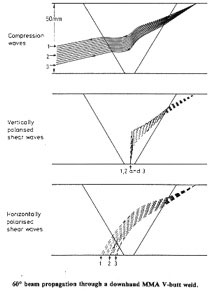
Figura 1: Ejemplo de la propagación del haz modelo en soldaduras de aceros austeníticos para modos de ondas diferentes.
Las técnicas de inspección nuclear usan típicamente una sonda de onda longitudinal (o multielemento) de baja frecuencia; por ejemplo: una sonda de 1MHz para un espesor de pared de hasta 50 mm (2, 3), o incluso inferior. Esto reduce la sensibilidad. Anteriormente, las inspecciones de barrido por ondas longitudinales eran usadas en ángulos fijos según el estándar ASME. Las sondas convencionales están sujetas a las limitaciones de una zona focal limitada y de ángulos fijos. Últimamente, el interés de la industria nuclear por los S-scan phased array (multielementos) ha retomado y se emplea un enfoque múltiple S-scan (vea la Figura 2).

Figura 2: Esquema que muestra el escaneo de una soldadura con múltiples pasadas.
En la actualidad, con la llegada de la tecnología phased array (multielemento), la tecnología TRL (emisión-recepción de ondas longitudinales) ha sido desarrollada (4, 5). Las sondas TRL PA usan una matriz limitada para efectuar algunas focalizaciones y algunas orientaciones de haz lateral con el fin de regular la profundidad focal. Por lo general, las sondas se componen de una matriz doble con dos líneas de elementos a cada lado y una cantidad variable de elementos que define la longitud. Una sonda TRL PA puede presentar 4x15 elementos en dos pares de líneas, tal y como se muestra en el esquema de la Figura 3.
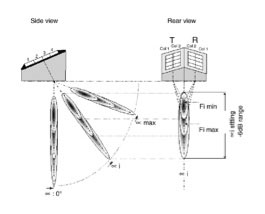
Figura 3: Esquema de las sondas TRL-PA mostrando la serie dual y el haz angular.
Las sondas TRL PA ofrecen ventajas significativas en comparación con las sondas monoelemento.
- Primero, la zona muerta de la superficie es minimizada.
- Segundo, el nivel de sonido cerca de la superficie se reduce significativamente.
- Tercero, los múltiples elementos permiten efectuar S-scan en una variedad de ángulos y posiciones.
- Cuarto, la sonda de matriz TRL puede ofrecer un enfoque de profundidad variable.
La sonda TRL PA, que usa múltiples S-scan, ofrece mejores resultados de detección en comparación con las sondas UT convencionales o de una línea (vea la Figura 4). La sonda TRL PA ofrece el mejor dimensionamiento lateral debido a la forma controlada del haz. Sin embargo, las sondas TRL PA son difíciles de calibrar y usar, a comparación de las lineales multielementos, y se encontrarán adaptadas a la aplicación designada.
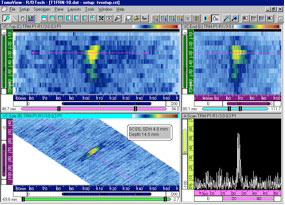
Figura 4: Resultados de sonda TRL PA en un taladro lateral de 5 mm en el acero inoxidable de fundición
Por el contrario, la técnica de difracción de tiempo de vuelo no ofrece buenas capacidades de inspección para poder detectar defectos satisfactoriamente si el tamaño del grano tiende a ser más largo (6).
Aplicaciones en la industria petroquímica: En ella se incluyen revestimientos/envainados, tuberías, tanques GNL y soldaduras de metal distinto. En lo general, éstas son las aplicaciones más recientes y tienden a emplear un tamaño de grano controlado con procedimientos de soldaduras automatizados. Como tal, éstas tienden a ser relativamente sencillas al ser comparadas con las fundiciones. Casi todas las aplicaciones pertenecen a sus
propietarios respectivos, sin embargo, la física de base está bien definida.
La Figura 5 muestra un ejemplo de una inspección de soldadura de metal distinto, empleando una técnica de calibración phased array de propiedad con los reflectores a través del material de soldadura. Las ondas transversales y longitudinales combinadas son usadas para este procedimiento. Las reflexiones desde la superficie revestida (enchapada) se ven claramente en la Figura 5 (7).
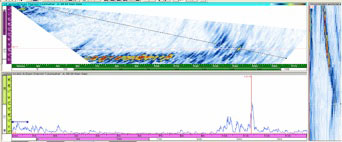
Figura 5: Inspección de soldadura de metal distinto usando un S-scan phased array.
Las perforaciones debajo del revestimiento son claramente visibles (indicadas por flechas).
El revestimiento/envainado presenta problemas similares, ya que el haz no puede ser omitido debido al modo de conversión. Nuevamente, se recomienda una combinación del S-scan con ondas transversales y ondas longitudinales. La Figura 6 muestra una placa envainada/revestida que presenta perforaciones de referencia. Estas perforaciones son claramente visibles con niveles bajos de sonido.
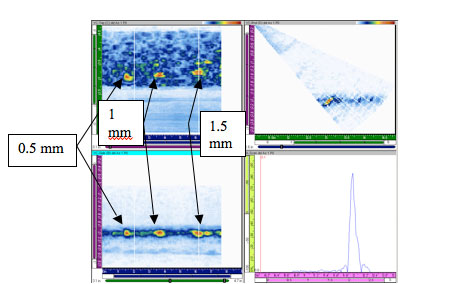
Figura 6: Placa revestida con perforaciones de 0,5, 1 y 1,5 mm de profundidad
La habilidad para inspeccionar a través de la soldadura es una ventaja sumamente importante; ya que generalmente la corona de la soldadura debe ser retirada.
Los tanques de GNL usan aceros austeníticos de níquel de 9 % para resistir bajas temperaturas. Nuevamente, se aplica la misma física: las ondas longitudinales trabajan mejor que las ondas transversales para estos casos. La Figura 7 muestra un ejemplo de un enfoque de discriminación de zona (patentada) para tanques de GNL, que es similar al enfoque realizado en tuberías (8).
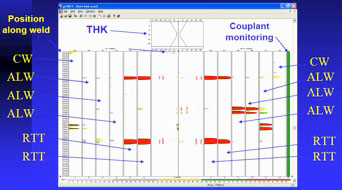
Figura 7: Técnica de gráficos continuos para la inspección de tanques de GNL. Cortesía de CB&I.
Otras compañías también desarrollan técnicas exclusivas para la inspección. La compañía Applus RTD usa un enfoque de discriminación de zona similar al punto 7 (9). AIT usa un enfoque E-scan con sobreposiciones de soldadura para posicionamiento, tal y como se muestra en la Figura 8.
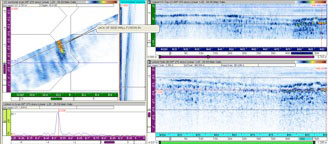
Figura 8: E-scan y A-scan (izquierda) mostrando la falta de fusión de las paredes laterales en la soldadura del tanque de GNL. Cortesía de AIT (7).
Los enfoques de discriminación de zona tienden a ser más rápidos; pero brindan imágenes más débiles. Los últimos avances realizados en sistemas avanzados permitirán efectuar inspecciones diarias de soldaduras en tuberías bajo las condiciones en servicio más exigentes (10). El nuevo PipeWIZARD v4 puede conducir una matriz dual (por ejemplo: una sonda TRL PA).
Las inspecciones de soldaduras de acero superaustenítico efectuadas por el Edison Welding Institute (EWI) aportan las mismas conclusiones respecto a la capacidad de inspección (11).
Estrategia de inspección ultrasónica recomendada
Como se puede comprender claramente en este documento, existen técnicas disponibles para inspeccionar aceros austeníticos y son conocidas en su mayoría. La característica que predomina es el tamaño del grano. Los granos de gran tamaño presentan problemas de desviación, división y atenuación. Por ello, las aplicaciones petroquímicas más recientes tienden a ser más fáciles de inspeccionar que las anteriores tuberías nucleares de CCSS.
En cuanto a una estrategia de inspección, es posible establecer un simple enfoque que cualquier compañía en el ámbito de ensayos por ultrasonidos automatizados (AUT) puede realizar.
- Trate de inspeccionar la soldadura con ondas transversales existentes convencionales.
- Si esto no funciona, utilice una suela de onda longitudinal e inténtelo nuevamente.
- Reduzca la frecuencia de 5 MHz a 2 MHz o 1 MHz aproximadamente (según el espesor).
- Si el sonido cercano a la superficie es alto, intente un enfoque de sonda dual.
- Cuando la onda y la frecuencia adecuadas han sido determinadas para los ensayos UT convencionales, cambie al modo phased array usado el mismo tipo de onda, frecuencia y apertura.
- Desarrolle un procedimiento mediante matrices codificadas y un S-scan para brindar una cobertura completa en múltiples ángulos.
- Si el nivel de sonido lo permite, combine los datos para optimizar la interpretación.
Note que este enfoque completo no será necesario si el tamaño del grano es pequeño. Por ejemplo, la Figura 9 muestra los S-scan phased ray desde una soldadura de acero austenítico delgada de una tubería mediante el uso de la soldadura autógena. El índice de enfriamiento era alto y los granos eran pequeños; por ello, el uso de ondas transversales ha sido adecuado para la inspección.
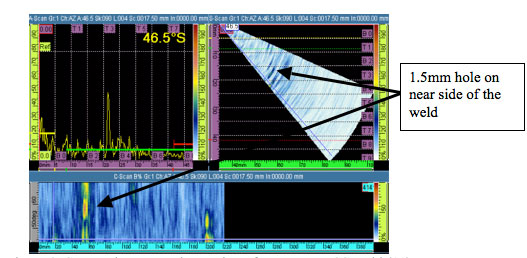
Figura 9: Inspección de onda transversal S-scan de soldadura austenítica SS (11)
Opciones para minimizar el tamaño del grano
La reducción del tamaño del grano es obviamente la clave para aumentar la capacidad de inspección de los aceros austeníticos. Sin embargo, cualquiera de las técnicas sugeridas a continuación puede incrementar los costos (Es. costes) y, quizá, aumentar la probabilidad de generación de defectos como la falta de fusión (LOF, por sus siglas en inglés) [11].
1. Entrada de calor mínima: Los problemas relacionados con la entrada de calor es la corriente y la velocidad de transmisión. La tensión tiene solamente un efecto mínimo. El tamaño del grano depende de la velocidad de enfriamiento. Los mayores efectos en la velocidad de enfriamiento es la entrada de calor, el espesor de la placa y el precalentamiento. En general, el precalentamiento no es un aspecto práctico para controlar el tamaño de del grano austenítico. Parece que la entrada de calor, y especialmente, la corriente y la velocidad de transmisión representan los parámetros en grado de controlar el tamaño del grano.
2. Alambres de diámetro reducido: Los alambres de diámetro reducido también proporcionan granos pequeños debido a una entrada de calor más baja. Estos deben proporcionar una mejor resistencia agrietamiento, pero se empleará mucho más tiempo para su soldadura. Si el tiempo es un factor clave, los alambres de diámetro reducido pueden representar un problema.
3. Cambio del proceso de soldadura: Aparentemente algunos procesos producen granos más pequeños que otros. La soldadura PGMAW (soldadura a gas activo y arco metálico por impulso) utiliza impulsos para reducir la entrada de calor manteniendo al mismo tiempo buenas capacidades de fusión. Cualquier proceso de mayor intensidad como Plasma o PGMAW será mejor respecto al TIG.
4. Variación en la composición de la soldadura metálica: Los metales más ferríticos producen granos de menor tamaño. Esto puede perjudicar la resistencia ante la corrosión y probablemente su dureza. Si en primer lugar se eligió un acero austenítico, no es cierto que cualquier metal ferrítico pueda ser un sustituto apropiado.
5. Afinado (seeding): Debido a que el tamaño del grano es realmente una función de nucleación y crecimiento, el afinado puede ser una opción para reducir los tamaños de los granos. Se ha recomendado el boro si bien, aparentemente, conlleva al agrietamiento. Por ende, esta solución es secundaria.
Resumen
- Parece ser que no existe una solución «perfecta» para los aceros austeníticos, revestimientos/envainados y soldaduras de metal distinto, y puede ser que nunca la haya.
- La clave es la microestructura de la soldadura. Si los granos son de gran tamaño y se encuentran orientados, existirán problemas.
- La solución actual es tratar varias técnicas siguiendo una jerarquía y seleccionar la que sea más apropiada.
Referencias
- J.A. Ogilvy, «Ultrasonic Beam Profiles and Beam Propagation in Austenitic Weld using a Theoretical Ray Tracing Model», Ultrasonics, Volumen 24, Nº. 6, 1986, pág. 337.
- M. Delaide, G. Maes and D. Verspeelt, «Appendix VIII qualification of manual phased array UT for piping», G Maes, J Berlanger, J Landrum and M Dennis, Insight Vol. 48, Nº. 4, abril de 2006, pág. 240.
- A. Bulavinov, M. Kröning and F. Walte, «Ultrasonic Inspection of Austenitic and Dissimilar Welds», IV Conferencia Panamericana de END; Buenos Aires, octubre de 2007.
- M. Delaide, G. Maes and D. Verspeelt, «Design and Application of Low-Frequency Twin Side-by-Side Phased Array Transducers for Improved UT Capability on Cast Stainless Steel Components», 2.ª Conferencia internacional de END en relación con la integridad estructural para componentes nucleares y a presión; Nueva Orleans, mayo de 2000.
- G. Selby, «Developments in the USA: Looking to the Future», 6.ª Conferencia internacional de END en relación con la integridad estructural para los componentes nucleares y a presión; Budapest, Hungría, octubre de 2007.
- R. Martinez-Oña, S. Viggianiello and A. Bleuze, «On Qualification of TOFD Technique for Austenitic Stainless Steel Welds Inspection», Conferencia europea de END; Berlín, 2006.
- J. Halley and M. Moles, «Advances in the NDT of Dissimilar Metal Welds», Materials Evaluation, diciembre de 2008, pág. 1241.
- R. Kruzic, «Ultrasonic Examination of 9% Ni Inner Shells of Liquid Natural Gas (LNG) Storage Tanks», FabTech 2008
- J. van der Ent, N. Findlay, N. Portzgen, O. Nupen, G. Endal and O. Forli, «Automatic Ultrasonic inspection of Pipeline CRA Layer», 12.ª Conferencia Asia-Pacífico de END, 10 de noviembre de 2006, Auckland, Nueva Zelanda. PWZ v4, Australia
- M. Lozev et al., «Inspection of Superaustenitic Stainless Steel Welds using Phased Array Ultrasonic Testing», Projecto Nº 446461RP del EWI, abril de 2003.
- S. Rigault and M. Moles, «PipeWIZARD Version 4 - A New, Improved Pipeline AUT Girth Weld Inspection System», Materials Australia, Surfer's Paradise, Australia, agosto de 2009.
- D. Fairchild, comunicación privada.
