6.4 一般检测练习
扫查方案
在任何超声检测中,操作人员必须要移动探头,以覆盖需要检测的整个材料体积,而且要覆盖住所需扫查方向的整个范围,以探测到所有可能存在的缺陷。虽然扫查方案总是应该根据特定的检测要求建立,但是我们在下面要讲述一下常用的扫查方案:
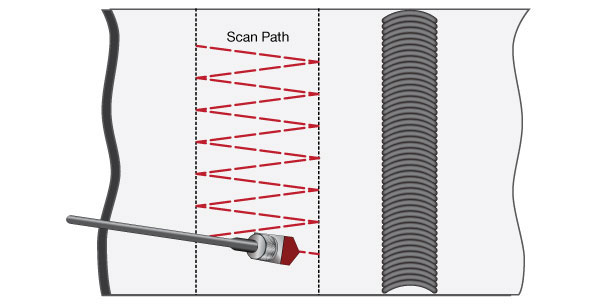
探头在对应于第二个半跨中焊缝顶部的表面点(图中的左边限)与对应于第一个半跨中焊缝底部的点(右边限)之间的区域来回扫查。在交替方向上扫查时楔块略有倾斜,在每段扫查结束时,探头会以楔块的大约半个宽度为步距完成步进移动。这个扫查方案可以对焊缝进行从顶部到底部的完全覆盖,同时可保证在横向上没有漏掉任何区域,而且角度扫查有助于探测到夹杂物、多孔性以及其他不规则形状的反射体。然后从焊缝的另一侧重复检测步骤。
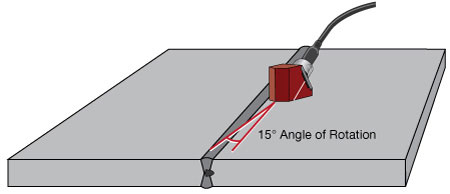
在检测过程中观察到缺陷指示时,扫查程序可能会要求进行进一步扫查,在这次扫查中,探头要瞄准反射体,围绕反射体并通过焊缝的外圆弧,完成旋转移动扫查。这样移动有助于辨别反射体的类型,如6.6小节所述。
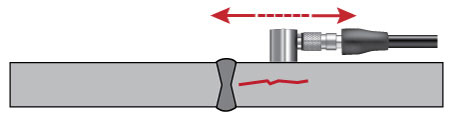
某些程序还会要求沿着焊缝轴的长度进行扫查,楔块要向内稍微倾斜。这样扫查的目的是要辨别焊缝区域中的横向裂纹,如果声束垂直入射到焊缝中,可能不会发现这种缺陷。再次从两侧对焊缝进行检测。
最后一次检测是在焊缝两侧对热影响区进行垂直声束检测,以辨别可能存在的层状裂纹。这种检测一般使用小直径接触式探头,以辨别来自底面回波前面的缺陷指示。
参照焊冠进行定位
如上所述,从焊缝一侧进行的角度声束检测一般都要求探头在声束触及焊缝底部的点(第一个半跨)与焊缝顶部的点(第二个半跨)之间的区域来回进行扫查。焊缝两侧对应的点可在工件表面上使用线段标出。可以制作一些标尺或模板,以帮助用户将探头保持在适当的位置,特别是在对焊根或焊冠进行单次扫查时。
在某些涉及较大楔块,相对较薄的金属,以及焊冠较大的检测中,不太可能将楔块放置得离焊缝足够近,从而不能优化出现在第一个半跨处、来自焊缝根部的反射信号。在这种情况下,应该使用一个较小的楔块,或一个具有短接近距离的楔块。检测还可以在第二个和第三个半跨中进行,而不总是在第一个和第二个半跨中完成,但是由于衰减和声速扩散的影响,检测结果可能会不尽如人意。
曲面外形
对小直径管道和管材的周向和轴向焊缝的角度声束检测,可能要求使用曲面楔块,以得到较好的耦合效果。一般来说,建议使用曲面楔块的条件如下:管道或管材的直径变得非常小,很难使标准楔块贴附在被测管件上,和/或当曲度极大地限制了楔块与被测管道凸面的接触面积,或在与凹形管道壁接触时楔块的底面下出现了可见的孔隙时。典型的楔块曲面显示如下。
 AID(轴向内直径) |  AOD(轴向外直径) |  CID(周向内直径) |  COD(周向外直径) |