
위상 배열 초음파 검사(PAUT)를 사용하여 거스 용접 검사 어플리케이션과 같은 파이프 용접을 검사하는 경우, 빔 발산의 일반적인 문제는 부품의 기하 형상으로 인해 증폭된다는 것입니다. 파이프 곡선 벽의 각 경계면은 발산 렌즈로 작동하여 (요소 상승 축을 따라 있는) 수동축에서 음향 빔을 넓히게 됩니다. 위상 배열 프로브의 수동축에서 빔 폭은 결함 길이 크기 조정 정밀도에 있어 중요합니다. 검사자가 진폭 기반 결함 길이 크기 조정 기법을 사용하는 경우 수동축의 대형 비집속 빔으로 인해 거부율이 높아질 수 있습니다.
수동축에서 선형 위상 배열 프로브의 물리적 제한 사항
검사자는 필수 허용 오차를 통과할 수 있을 만큼 충분히 작은 결함을 생각보다 자주 거부합니다. 어떻게 이런 일이 발생할까요? 주요 원인은 초음파 검사(UT) 장비의 고유한 제한 사항 때문입니다. 일반적으로 위상 배열 프로브를 사용할 경우 초음파 빔은 빔 스티어링을 사용하여 활성축에 전자 방식으로 집속되지만 수동축에 빔을 집중시키는 메커니즘이 부족합니다. 올림푸스의 혁신적인 PAF(Passive-Axis Focusing) 웨지 시리즈는 이러한 메커니즘을 제공합니다.
진폭 기반 결함 길이 크기 조정 방법의 단점
일반적인 진폭 기반 결함 길이 크기 조정 방법은 6dB 드롭법입니다. 표준 선형 위상 배열 프로브를 사용하여 검사하는 경우 검사자는 탐촉자 배열의 수동축과 평행인 스캔 축을 따라 측면으로 프로브를 이동합니다. 검사자는 표시에서 에코 신호 진폭의 피크 및 드롭을 사용하여 길이를 측정하도록 교육받습니다.
하지만 6dB 드롭법은 빔의 폭과 같거나 긴 결함에서만 작동합니다. 빔보다 작은 결함은 빔의 폭과 같은 길이로 잘못 평가됩니다. 예를 들어, 빔 폭이 7mm인 경우 5mm 길이의 결함도 7mm로 측정됩니다.
거부율 증가에서 빔 폭의 역할
이러한 6dB 드롭법의 제한 사항은 ASME(American Society of Mechanical Engineers) B31과 같은 규정에서 6mm(또는 사례에 따라 6.4mm) 이상의 결함이 거부 가능한 것으로 간주할 때 주된 문제가 됩니다. 빔 폭이 7mm인 경우 7mm보다 작은 모든 결함은 허용 가능한 최대 길이 미만인 결함이라도 거부됩니다.
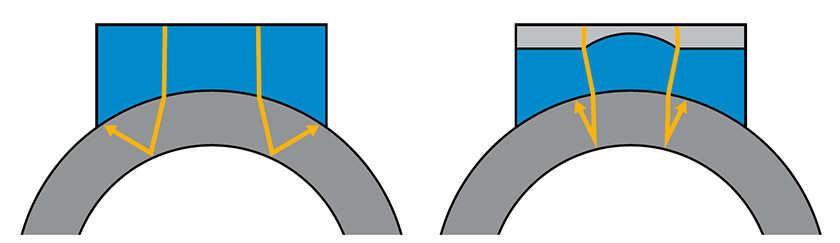
파이프의 일반적인 초음파 빔 확산(왼쪽)은 PAF 웨지(오른쪽)를 사용하여 최소화됩니다.
문제 확대: 직경이 작을수록 커지는 확산
모든 초음파 파이프 검사 어플리케이션에서 표면 곡률은 발산 렌즈로 작용합니다. 빔이 파이프의 곡선형 뒷벽에 닿으면 빔이 더 넓어집니다(위의 왼쪽 그림 참조). 파이프 직경이 작을수록 이러한 차이는 더욱 두드러집니다. 빔 폭은 결함 크기 조정 기능에 직접적인 영향을 미치기 때문에 빔이 넓을수록 허용 가능한 결함이 더 많이 거부됩니다. 소형 파이프 검사는 PAF 웨지의 장점을 통해 더 많은 이점을 누릴 수 있기 때문에 표준 시리즈의 파이프 직경은 OD 4.5인치부터 8.625인치에 이릅니다.
올림푸스의 수동축 집속 웨지 사용에 따른 두 가지 명확한 장점
올림푸스의 수동축 초점 웨지는 이러한 빔 발산 문제를 크게 줄일 수 있습니다. 웨지의 특허 디자인에는 음속이 다른 두 재료 사이에 곡선형 경계면이 있습니다. 웨지 내부의 곡률은 빔을 수동축에 집속시킵니다. 이 빔 집속은 다음과 같은 두 가지 이점이 있습니다.
- 빔 폭이 작을수록 허용 가능한 소형 결함의 크기를 올바르게 조정할 수 있으므로 거부율이 낮습니다.
- 결함 이미지가 스캔 축을 따라 더 선명하기 때문에 데이터를 보다 쉽게 해석할 수 있습니다.
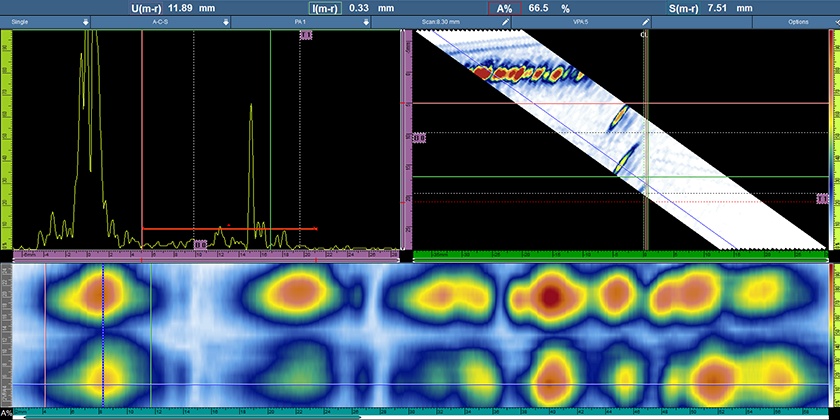
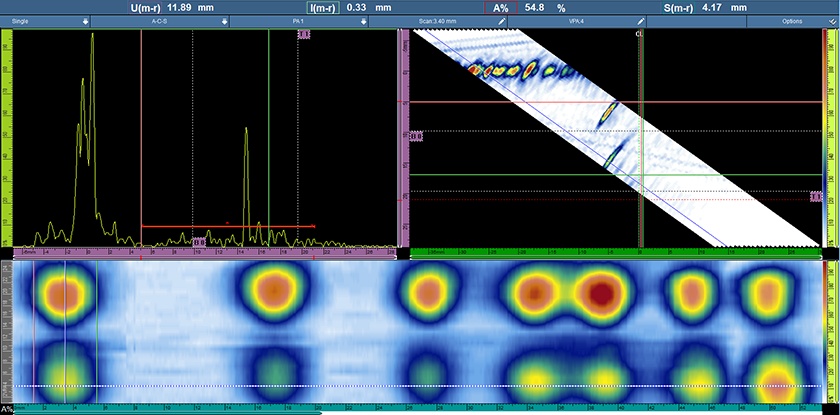
이 실험 설정은 OD 4.5인치 하프 파이프에서 표준 웨지(위)와 PAF 웨지(아래)를 사용할 때 C-스캔 이미징의 선명도의 차이를 보여줍니다.
여기 나오는 결과는 이 백서에 자세히 나와 있는 실험 테스트의 결과입니다. 설정에서 표준 웨지와 함께 위상 배열 프로브를 사용하고 나서 1mm 직경의 수직 관통 구멍을 낸 OD 4.5인치 하프 파이프에서 PAF 웨지를 사용했습니다. 표준 웨지를 사용할 때 ID(내경)에서 5.7mm였고 빔이 OD(외경)으로 돌아오면 7.5mm였습니다. PAD 웨지를 사용했을 때 측정된 빔폭은 ID에서 3.5mm였고, OD에서 4.2mm였습니다.
PAF 웨지는 특히 OD(표준 웨지에서 7.5mm가 아닌 4.2mm)에서 빔 폭을 크게 개선했습니다. ASME B31과 같은 규정(결함 길이 허용 오차가 6mm~6.4mm)을 적용하면 표준 웨지로 검출된 일부 작은 결함이 부적절하게 거부됩니다.
관련 콘텐츠
백서: PAF(Passive-Axis Focusing) 웨지 시리즈
부식 방지 합금 및 이종 용접 재료의 쉬운 초음파 위상 배열 검사
문의하기
