
Hace unos pocos años, cuando la captura de matriz completa (FMC) junto al método de focalización total (TFM) entraron en la industria de ensayos no destructivos (END), fue percibida como una técnica revolucionaria que optimizaría los tiempos y resultados de inspección. Sin embargo, a lo largo de los años, salieron a la luz algunas limitaciones y desafíos, especialmente en el caso de las aplicaciones de inspección de soldaduras.
Desde la selección de la sonda hasta la calibración, el inspector tiene que tomar decisiones vitales para crear una estrategia de inspección optimizada que cumpla con el código normativo en vigor.
Hasta el momento en el que se ha redactado este artículo, el único código normativo industrial en el ámbito de ensayos no destructivos (END), que contiene regulaciones aplicables a la FMC o al TFM, es el código ASME para calderas y recipientes de presión (BPVC de Boiler and Pressure Vessel Code). La Sección V, Artículo 4 (2019) [Section V, Article 4 (2019)] incluye los siguientes apéndices:
- Apéndice XI obligatorio: Captura de matriz completa (FMC) [Mandatory Appendix XI Full Matrix Capture (FMC)]
- Apéndice F no obligatorio: Análisis de soldaduras con la captura de matriz completa [Nonmandatory Appendix F Examination of Welds Using Full Matrix Capture (FMC)]
- Requisitos específicos para el personal y directrices de capacitación en la Sección V, Artículo 1 [Sec. V, Article 1]
A continuación, se otorgará cuatro aspectos esenciales para crear una estrategia TFM dedicada a la inspección de soldaduras a fin de cumplir con este código:
1. Selección de la sonda apropiada
En el caso de los ensayos por ultrasonido multielemento (Phased Array) convencionales, la selección de la sonda es crucial para una inspección exitosa. En ese sentido, ya que la TFM se rige por los mismos principios físicos que la técnica PA, la selección de la sonda tiene la misma importancia. El rendimiento o desempeño de una sonda específica depende de la combinación de las siguientes características:
- Cantidad de elementos
- Emisión/ancho de los elementos
- Frecuencia/longitud de onda
Los inspectores requieren encontrar la mejor combinación de estas características para adaptarse al tipo de aplicación, las características de la pieza por inspeccionar y la región de interés de dicha pieza. Por ejemplo, una gran apertura (emisión de elemento multiplicada por el número de elementos) combinada con una alta frecuencia tiende a producir una mejor focalización en una posición más profunda de la pieza, mientras que una apertura más pequeña combinada con una frecuencia más baja tiende a producir una mejor focalización en el área cercana a la superficie.
Mediante la inspección por el TFM, se obtienen varios conjuntos de ondas (conjuntos de haces agrupados según sus modos de propagación), por lo que es imposible visualizar el impacto de estos parámetros en cada uno de ellos sin una herramienta de modelado adecuada. La herramienta Mapa de Influencia Acústica (AIM) del detector de defectos OmniScan™ X3 permite comparar la cobertura de sensibilidad en la región de interés entre diferentes sondas, teniendo en cuenta la velocidad del material y el tipo de falla/defecto y su orientación.
Las imágenes a continuación muestran un ejemplo de cómo puede usarse la herramienta AIM como guía en la selección de una sonda destinada a la inspección FMC/TFM. Se expone una cobertura de sensibilidad del AIM para cuatro modelos de sondas. Además, el conjunto de ondas (2T), la velocidad del material de entrada y el tipo de defecto (esférico) presentan los mismos valores en los cuatro mapas.
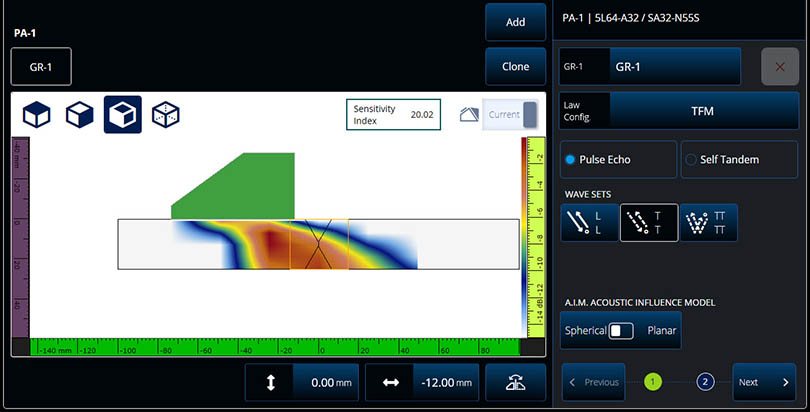
Modelo de sonda: 5L64-A32. Cantidad de elementos: 64. Frecuencia: 5 MHz. Emisión: 0,5 mm.
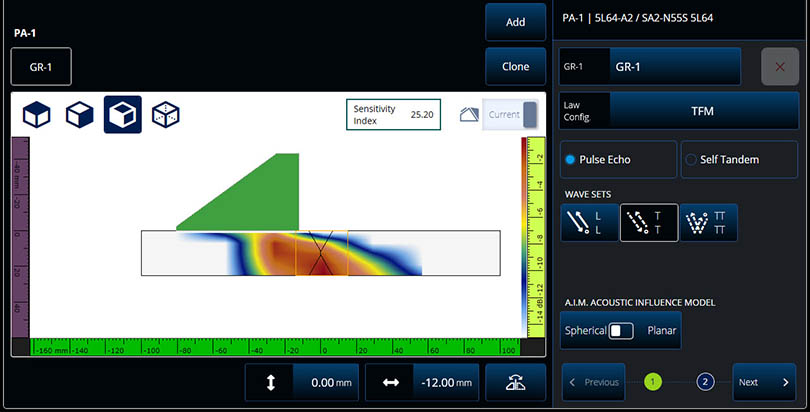
Modelo de sonda: 5L64-A2. Cantidad de elementos: 64. Frecuencia: 5 MHz. Emisión: 0,6 mm.
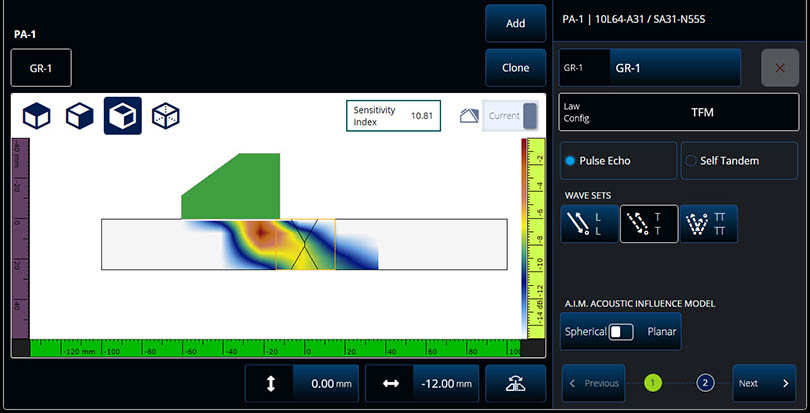
Modelo de sonda: 10L64 A31. Cantidad de elementos: 64. Frecuencia: 10 MHz. Emisión: 0,31 mm.
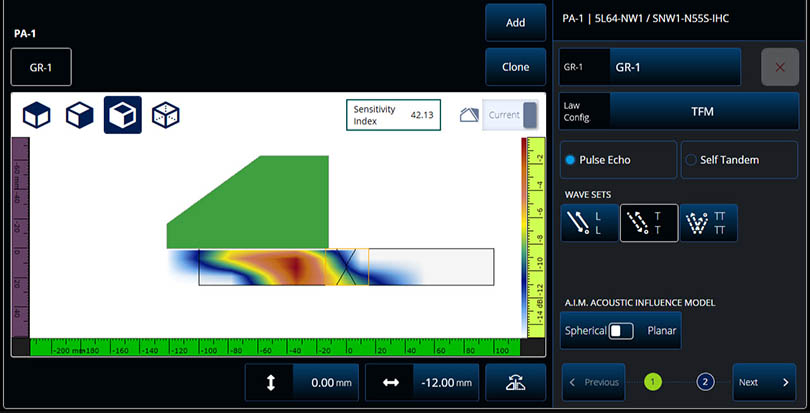
Modelo de sonda: 5L64 NW1. Cantidad de elementos: 64. Frecuencia: 5 MHz. Emisión: 1 mm.
Es importante contar con el conocimiento para interpretar correctamente el nivel de sensibilidad representado por la codificación cromática ya que esta es relativa a la amplitud máxima esperada en cada mapa. Es por esta razón que se proporciona la lectura «Índice de sensibilidad». Consulte la nota de aplicación bajo este enlace para obtener una explicación simple del AIM y el índice de sensibilidad.
La comparación de los cuatro modelos AIM apunta a que la emisión y frecuencia tienen efectos importantes en el mapa de sensibilidad resultante. En el ejemplo de las cuatro sondas, solo dos sondas — 5L64-A32 y 5L64-A2— proporcionan una cobertura apropiada en la región de interés (ROI) bajo el modo TT. La mejor opción en este caso es el segundo modelo debido a una lectura superior del índice de sensibilidad (25,20 versus 20,02), lo que indica un nivel de decibel superior para las ondas de color rojo que cubren el área de interés (ROI).
2. Optimizar el plan de escaneo con una herramienta de modelado
Un plan de escaneo optimizado es la clave para una estrategia de inspección exitosa. El código ASME requiere que el plan de escaneo FMC/TFM describa, como mínimo, la cobertura del volumen de la inspección y la geometría de las uniones de la soldadura; también, debe incluir los conjuntos de ondas que se utilizan, la información sobre la densidad de la cuadrícula y el patrón de escaneo (desplazamiento de índice y escaneo, punto de referencia cero y el número de líneas de escaneo necesarias).
Seleccionar el óptimo conjunto de ondas, teniendo en cuenta la capacidad de enfoque de la sonda, la geometría de la pieza y el tipo y orientación de los defectos esperados, es uno de los mayores desafíos a los que se enfrenta un inspector al configurar una inspección de TFM.
La herramienta AIM del detector de defectos OmniScan X3 toma en cuenta todos estos parámetros a nivel de la estimación de la cobertura de sensibilidad, lo cual facilita la selección del conjunto de ondas y el desplazamiento del índice adecuados.
Las cuatro capturas de pantalla a continuación muestran los mapas de sensibilidad del AIM para los conjuntos de ondas en el modo de propagación pulso-eco (pulse-echo) [2T y 4T] y dos conjuntos de ondas en el modo de propagación autotándem (3T y 5T).
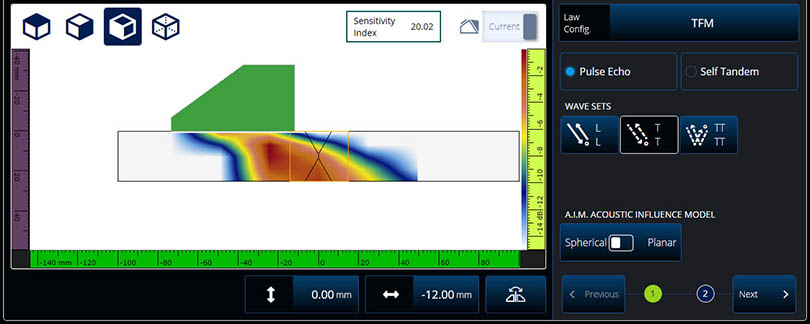
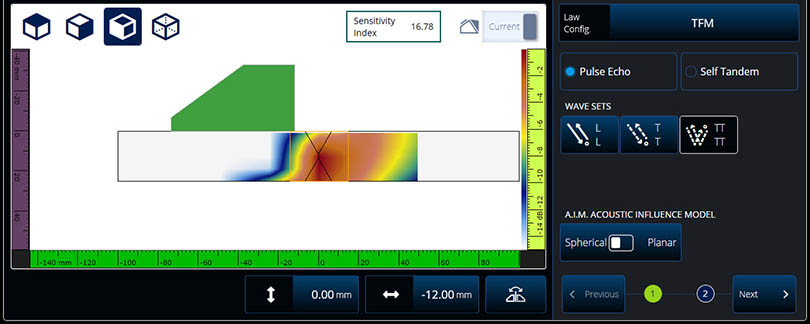
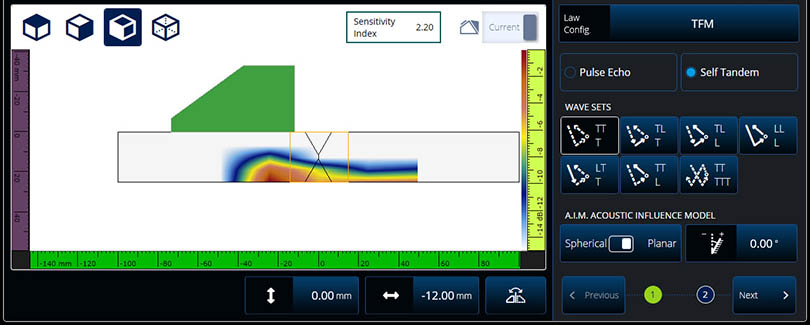
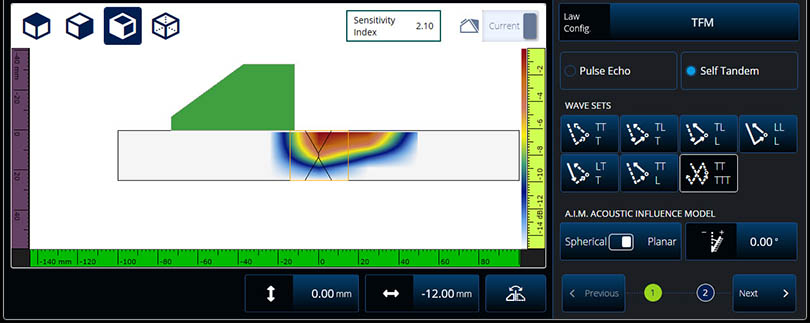
En le caso de los modos pulso-eco (P/E) [2T y 4T], el tipo de defecto se determina a esférico mientras que en los modos autotándem (3T y 5T) es determinado a planar en 0°. Estos cuatro modos representan una buena combinación para una configuración multigrupo. La sonda utilizada para los cuatro modos es el modelo 5L64 A32, montada en una suela (zapata) SA32-N55S, cuya ubicación se determina a una distancia de –12 mm a partir de la línea central de la soldadura en doble V en una placa de acero al carbono de 25 mm.
3. Software con fidelidad de amplitud y potentes algoritmos de envolvente
Fidelidad de amplitud (AF): medida (dB) de la variación de amplitud máxima de una indicación causada por la resolución de la cuadrícula TFM. La fidelidad de amplitud depende principalmente de la frecuencia y el ancho de banda de la sonda, la resolución de cuadrícula y la envolvente aplicada.
Para que se cumpla el código normativo, la fidelidad de amplitud no debe superar los 2 dB. Si se supera la tolerancia, el inspector puede aumentar la resolución, reducir la dimensión del área o incrementar la frecuencia de la sonda hasta cumplir con los requisitos normativos.
El OmniScan X3 muestra el valor AF correspondiente a la medida más alta en todos los ejes de la cuadrícula (horizontal, vertical y de propagación) y no solamente en el eje horizontal. Para las aplicaciones de soldaduras, el eje de propagación es el más importante.
Es importante saber que tanto las verificaciones teóricas (calculadas) como las prácticas cumplen con el código normativo.
La envolvente TFM se obtiene al calcular la norma de dos representaciones TFM distintas; la primera usando los datos FMC estándar adquiridos, y la segunda usando la FMC de la transformada de Hilbert. La envolvente retira las oscilaciones de señal en la imagen, lo que mejora la resistencia de las mediciones de máxima amplitud, y a su vez eleva la fiabilidad del dimensionamiento. Ninguna información se pierde, solo se procesa la señal.
La activación de la envolvente TFM proporciona:
- Un dimensionamiento más fácil para los métodos de dimensionamiento en función de la amplitud (p. ej., método de caída a 6 dB).
- Una mejor fidelidad de amplitud para la misma resolución de cuadrícula.
- Una frecuencia de adquisición superior para la misma fiabilidad de amplitud.
Para obtener más información sobre la función de la envolvente TFM, se recomienda la siguiente lectura: «Use of the Total Focusing Method with the Envelope Feature».
4. Capacidad de configuración multigrupo
Una configuración de conformidad normativa requiere una estructura multigrupo por dos razones:
- El código normativo establece que las trayectorias directas, como aquella de 2T o 2L, no son adecuadas para una cobertura volumétrica completa.
- En el proceso de calibración, la verificación de la trayectoria requiere detectar la extensión completa de una ranura a través de la pared. Las trayectorias de las representaciones usadas durante la calibración deben ser las mismas que aquellas para la inspección.
Los inspectores con experiencia en ensayos PA han intentado producir resultados comparables a un escaneo sectorial estándar mediante el uso de un sólo grupo con un conjunto de ondas 2T y la duplicación del espesor de la pieza en los parámetros de la máquina. Sin embargo, en la presente no se recomienda seguir esta práctica debido a que esta configuración con un solo conjunto de ondas no puede detectar toda la extensión de la ranura a través de la pared del bloque de calibración, lo cual es necesario para pasar el requisito de verificación de la trayectoria.
Para cumplir con los requisitos del código normativo, se necesita una configuración multigrupo que incluya conjuntos de ondas en autotándem, como 3T y 5T. Con el detector de defectos OmniScan X3 es posible configurar y ejecutar hasta cuatro grupos sin afectar la fidelidad de amplitud ni la calidad de resolución.
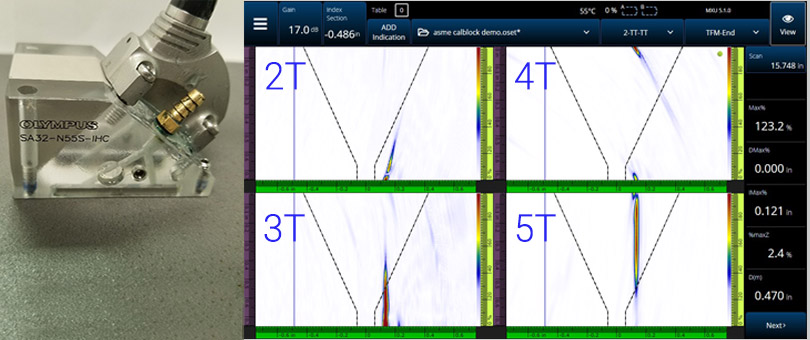
Anteriormente (arriba), puede apreciar una fotografía de una configuración que usa una sonda 5L64-A32 ubicada en el bloque de calibración frente a la ranura que atraviesa la pared. Las imágenes de la derecha son capturas de pantalla que resultan de vistas finales de configuraciones multigrupo. Estas demuestran de forma clara que la completa extensión de la ranura es detectada por los modos autotándem 3T y 5T. La imagen y datos son cortesía de K. Shane Walton (University of Ultrasonics [Universidad de tecnología ultrasónica]).
Consejos para una óptima calibración:
- Tal como en los ensayos de ultrasonido multielemento (Phased Array) estándar, la inspección TFM de componentes gruesos puede requerir múltiples escaneos con diferentes desplazamientos de índice para asegurar la cobertura completa del volumen de la soldadura. En esos casos, la verificación de la trayectoria debe ejecutarse usando los mismos desplazamientos de índice (aquellos usados para el escaneo final) y debe demostrar que se ha detectado la extensión completa de la ranura que atraviesa la pared.
- Espesor de bloque de calibración: se obtienen óptimos resultados cuando el espesor del bloque de calibración no es superior a ± 5 % del espesor de la pieza bajo inspección.
¿Desea conocer más acerca de las inspecciones TFM y los mitos y hechos de conformidad normativa? Visualice el siguiente video (ahora disponible al solicitarlo): «Ensuring Code Compliance While Using the Total Focusing Method» [Asegurar la conformidad normativa al usar el método de focalización total]
Contenido relacionado
Informe técnico: Mapa de influencia acústica bajo la técnica TFM
Video: Principios básicos de la técnica FMC en el TFM
Serie de videos instructivos sobre el método de focalización total (TFM)
Contáctenos