Aplicación
La óptima adherencia de las estructuras compuestas, que forman las aeronaves, es crucial para mantenerlas en servicio durante toda su vida útil. Por eso se han desarrollado métodos de ensayo no destructivo (END) para evaluar la calidad de la adherencia durante el mantenimiento. En esta nota de aplicación se describen varios métodos recientemente desarrollados para optimizar la fiabilidad de este tipo de inspecciones.
Contexto
El uso de compuestos en la fabricación de aeronaves aumenta precipitadamente. Los principales fabricantes de fuselajes, como Boeing y Airbus, han aumentado significativamente el uso de materiales compuestos en sus aviones comerciales. Así, mientras que casi todo el fuselaje del Boeing 787 está hecho de material compuesto, los Airbus A380 y A350 incorporan también importantes estructuras de material compuesto. Los fabricantes de jets regionales y de negocios también han aumentado el uso de materiales compuestos. Este mismo aumento se observa en la aviación militar, como en el caso de los aviones de caza F22 y de transporte A400.
Debido a que las estructuras de aeronaves se ven sometidas a impactos y rayos, es necesario emplear métodos de ensayo no destructivo (END) fiables y eficientes para evaluar rápidamente posibles daños. Los métodos y los equipos empleados deben ser fáciles de usar por cualquier inspector de ensayos no destructivos (END) alrededor del mundo para asegurar la coherencia de los resultados durante las verificaciones de mantenimiento.
Los impactos en la estructura de las aeronaves pueden causar diferentes tipos de daños en las estructuras formadas por material compuesto. El daño varía dependiendo de la naturaleza de la pieza, su composición y densidad. En estructuras compuestas de tipo laminado, los defectos producidos por impacto son principalmente las deslaminaciones entre las diferentes capas del fuselaje y del revestimiento del ala. Pero el impacto también puede originar pérdidas de adherencia o desprendimientos entre el revestimiento y las vigas de arriostramiento. Este tipo de pérdida de adherencia puede afectar significativamente la integridad de la estructura. Las estructuras laminadas vienen principalmente en el fuselaje de los aviones B787 y A350.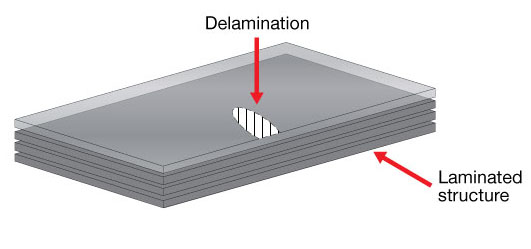
Figura 1: Deslaminación en una estructura laminada
En una estructura compuesta de tipo sándwich, formada de un núcleo alveolar (NOMEX, etc) entre revestimientos de carbono laminados, se pueden generar diferentes tipos de daños. Los siguientes defectos pueden ser producidos después de un impacto:
Tipo A: deslaminación entre las capas del revestimiento CFRP exterior (paralelo a la superficie)
Tipo B: pérdida de adherencia entre el revestimiento exterior y el núcleo de la estructura alveolar («panal de abeja»)
Tipo C: núcleo de la estructura alveolar («panal de abeja») agrietado, paralelo a la superficie de inspección
Tipo D: núcleo de la estructura alveolar («panal de abeja») comprimido
Tipo E: pérdida de adherencia entre el revestimiento interno y el núcleo de la estructura alveolar («panal de abeja»)
Tipo F: filtración de fluidos en el núcleo de la estructura alveolar («panal de abeja»)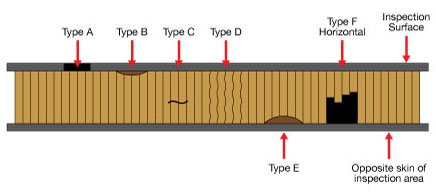
Figura 2: Daños en una estructura de material compuesto de tipo sándwich
Soluciones y equipos
Ensayo multimodo de adhesión acústica
El equipo Bondmaster 600 de Olympus es un controlador de adherencia multimodo por ultrasonidos. Este usa el modo de emisión-recepción (pitch-catch), los análisis de impedancia mecánica (MIA) y los ensayos por resonancia para inspeccionar materiales compuestos. Este equipo ha sido usado en la mayoría de los aviones existente; pero, recientemente, se han desarrollado nuevos métodos.
Figura 3:BondMaster 600 de Olympus
Los modos de emisión-recepción (pitch-catch) son usado para inspeccionar materiales compuestos que presentan estructuras alveolares (o «panales de abeja»). El emisor transmite energía acústica hacia el interior de la pieza, la que a su vez será recibida por el receptor. En una condición de adherencia, una porción de la energía acústica se atenúa debido a los componentes de la estructura. Cuando la sonda es colocada sobre un área con pérdida de adherencia o desprendimiento la cantidad de energía que se refleja hacia el receptor es mayor, produciendo un cambio en el nivel de amplitud.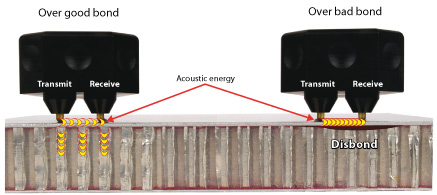
Figura 4: Modo de emisión-recepción para pérdidas de adherencia
Recientemente, se desarrolló una adaptación para esta técnica con el fin de detectar fiablemente una pérdida de adherencia (en un área de 25 mm [1 pulg.] x 25 mm.) situada en el lado extremo por debajo de los 40 mm de la estructura alveolar, tal como el defecto de tipo E. Asimismo, se diseñó una nueva sonda diferencial de alta tensión para una inspección difícil y prolongada de un avión Airbus. Ahora se hace referencia a este notable resultado en un boletín de servicio de Airbus.
Ensayos por ultrasonido convencional
El ultrasonido es la técnica más utilizada para inspeccionar estructuras de material compuesto. Existe una amplia variedad de equipos de ultrasonido disponible. Normalmente, el ultrasonido se propaga muy bien en estructuras laminadas de material compuesto y detecta anomalías fácilmente. Desafortunadamente, en las estructuras de tipo sándwich, el ultrasonido se atenúa demasiado debido a la heterogeneidad y baja densidad de la estructura núcleo. Por ello, el uso del ultrasonido para estructuras de tipo sándwich requiere un equipo con funciones más especializadas.
En un entorno de fabricación, se inspecciona grandes paneles de tipo sándwich mediante el método de transmisión directa en la que el haz de ultrasonido con una amplitud relativamente alta viaja a través de la pieza, y la sonda de recepción (ubicada en el lado opuesto de la pieza) mide la atenuación de la señal. Generalmente, los resultados son visualizados como representaciones A-scan. Esta técnica es ampliamente utilizada y es muy confiable. Sin embargo, es imposible hacer uso de esta técnica en un entorno de mantenimiento, ya que el acceso requerido a ambos lados de la estructura del avión es imposible.
A pesar de ello, el ultrasonido permite detectar las pérdidas de adherencia o desprendimientos en los revestimientos internos y externos, la presencia de fluidos y los núcleos comprimidos. Las sondas de baja frecuencia y el seguimiento de la señal de fondo es necesaria y debe ser usada de forma muy inteligente. La deslaminación del revestimiento exterior y las pérdidas de adherencia entre el revestimiento externo y el núcleo se caracterizan por una atenuación total de la señal de fondo.
Recientemente, también se ha desarrollado una técnica para detectar la falta de adherencia entre el revestimiento interno y la estructura núcleo. Esta técnica usa una sonda con un ancho de banda extenso de 1MHz cuando es excitada por un impulso de onda cuadrada que crea resonancia en la estructura interna de la sonda. El filtro receptor del equipo es ajustado según el espesor de la estructura, y para funcionar con la media longitud de onda correspondiente. La presencia de una pérdida de adherencia o desprendimiento reducirá la rigidez de la estructura generando un cambio en la resonancia y una longitud de onda más larga que disminuirá la frecuencia de la resonancia. Por ejemplo: una pérdida de adherencia de 25 mm (1 pulg.) x 25 mm en la estructura interna producirá una atenuación de la señal de fondo de 6 a 12 dB debido a este fenómeno.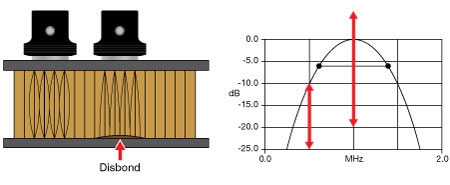
Figura 5: Principios técnicos de la resonancia ultrasónica
El detector de defectos EPOCH 650 junto con su emisor de alta tensión, la calidad de su impulso de onda cuadrada y sus filtros de banda estrecha seleccionables, es considerado el equipo de preferencia para esta técnica.
Figura 6:EPOCH 650 de Olympus
Ensayos por ultrasonido multielementos («Phased Array»)
Las nuevas tecnologías como el ultrasonido multielementos («Phased Array») también han experimentado avances recientes. Nótese que ya existen unidades portátiles fáciles de usar disponibles en el mercado. Y, el equipo OmniScan PA ya es fuente de referencia en los manuales de mantenimiento de los fabricantes aeronáuticos para varias aplicaciones, incluyendo la detección de daños por impacto en estructuras laminadas de material compuesto.
Para tales estructuras, se utiliza la capacidad de escaneo lineal. El equipo efectúa una inspección lineal de cero grados que cubre una amplia área en una sola pasada. Combinado con el uso de un escáner, como el Glider, el equipo muestra los resultados obtenidos en una representación C-scan para ofrecer una cartografía intuitiva de las estructuras inspeccionadas. El uso combinado de la representación con el escáner aumenta la fiabilidad y la velocidad de la inspección.
Figura 7: Equipo OmniScan PA y escáner GLIDER de Olympus para inspecciones de materiales compuestos
Verificador portátil de daños en planos inclinados
Si bien se ha empleado mucho esfuerzo en la creación de nuevos métodos y equipos para los técnicos del ámbito END, el uso creciente de aeronaves con estructuras de material compuesto ha generado a su vez la necesidad de verificar rápidamente los daños producidos por impacto en el período que el avión permanece en el aeropuerto. Como los técnicos de ensayos no destructivos no están disponibles en todos los aeropuertos del mundo, se han fabricado equipos capaces de detectar deslaminación por impacto que pueden ser usados por cualquier usuario.
El verificador 35RDC es un sencillo equipo de prueba «pasa o no pasa» por ultrasonido, fabricado para inspeccionar el nuevo avión Boeing 787 y otras estructuras de material compuesto. Fue diseñado para ser utilizado por personal no capacitado en el ámbito END que requiere detectar daños subsuperficiales por impacto en sólidas estructuras laminadas (no en estructuras alveolares). El concepto fue desarrollado y patentado posteriormente por Boeing, y se basa en la bien establecida técnica de pulso-eco (pulse-echo). El verificador 35RDC ahora es fuente de referencia en la documentación de reparación estructural del avión B787.
Figura 8:35RDC de Olympus (Verificador de daños en planos inclinados)