5.2 Kontrola pomocí úhlové sondy
Zatímco techniky využívající přímou sondu mohou být vysoce efektivní při vyhledávání laminárních vad, nejsou použitelné pro testování mnoha běžných svarů, kde jsou nespojitosti obvykle orientovány jinak než rovnoběžně s povrchem dílu. Kombinace geometrie svaru, orientace vad a přítomnost koruny nebo housenky svaru vyžaduje kontrolu ze strany svaru pomocí svazku generovaného pod určitým úhlem. Testování pomocí úhlové sondy je zdaleka nejčastěji využívanou technikou ultrazvukové defektoskopie.
Úhlové sondy (úhlový UT svazek) sestávají ze snímače a klínu, které mohou představovat samostatné části nebo mohou být integrovány do jednoho krytu. Využívají princip lomu a konverzi vlny na rozhraní tak, aby ve zkoušeném dílu vznikly lomené příčné nebo podélné vlny, jak je uvedeno níže.
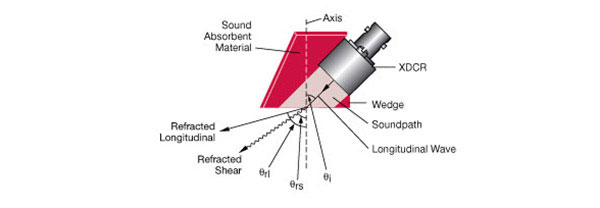
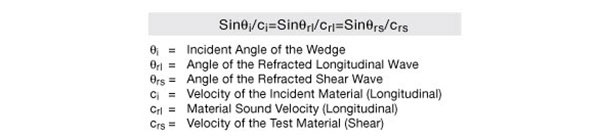
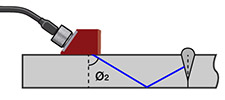
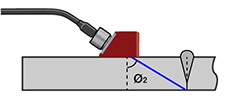
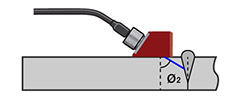
Nejběžněji používané sondy s úhlovým svazkem generují lomenou vlnu pod normalizovanými úhly 45, 60 nebo 70 stupňů ve zkoušeném materiálu. Úhel dopadu potřebný k vyvolání požadovaného úhlu lomu je dán rychlostí zvuku v materiálu a lze jej vypočítat podle Snellova zákona pomocí rovnice uvedené níže.
V obvyklém případě plastového nebo epoxidového klínu spojeného vazebným prostředím s ocelí budou generovány podélné i příčné složky vln paprsku a existují i speciální klíny, které generují úhlový paprsek s podélnými vlnami. Při běžně používaných kontrolách pomocí úhlového paprsku však bude generována primární příčná vlna, protože řešení rovnice pro podélnou vlnu (L-vlnu) by bylo větší než 90 stupňů, což není možné.
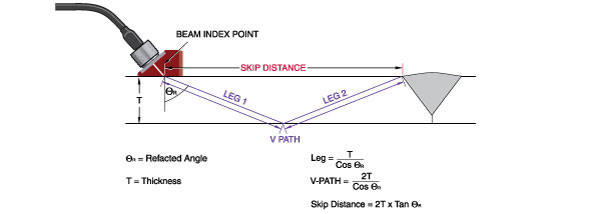
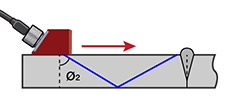
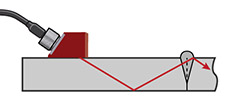
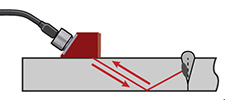
U typických kontrol se zvukový svazek šíří pod generovaným úhlem směrem do spodní části zkoušeného dílu a poté se odrazí směrem nahoru pod stejným úhlem. Pohyb sondy sem a tam způsobí, že zvukový paprsek prochází celou výškou svaru. Tento pohyb při skenování umožňuje kontrolu celého objemu svaru a detekci nespojitostí v místě natavení i v tělese svaru.
 |  |
 |  |
A stejně jako v případě testování pomocí přímého paprsku, při testování pomocí úhlového paprsku operátor hledá odrazy odpovídající nespojitostem. Během úvodního nastavení musí operátor identifikovat jakékoli odražené signály, které mají svůj původ v housence svaru nebo jiných geometrických strukturách. Další odražené signály, které se objevují uvnitř zóny představující svar, budou případně odpovídat studenému spoji, trhlinám, pórovitosti nebo jiným nespojitostem, jejichž druh, hloubku a velikost lze určit další analýzou.
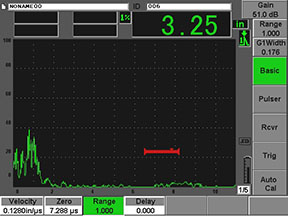
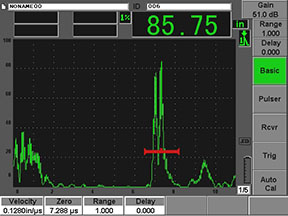
V příkladu uvedeném níže zvukový svazek prochází dobrým svarem bez zpětného odrazu a bez jakýchkoli významných indikací, které lze pozorovat na obrazovce. Nespojitost v zóně svaru však způsobí silný odraz v zájmové oblasti označené červeným ohraničením.
 |  |
 |  |