7.4 Литые изделия
В процессе литья, может образоваться множество внутренних неоднородностей, как в черных, так и цветных металлах. Это могут быть пустоты, пористость, включения и трещины. Все эти неоднородности вызывают определенные сигналы и показания, которые опытный оператор интерпретирует с помощью ультразвукового дефектоскопа и соответствующих преобразователей.
Гранулированная структура литых изделий из сплавов черных и цветных металлов усложняет ультразвуковой контроль по причине многочисленных отражений от границ зерен (гранул), а также избыточного шума, обусловленного рассеянием (от кристаллической структуры материала). Кроме того, шероховатая поверхность литых изделий (литье в песчаные формы) существенно ухудшает акустический контакт и уменьшает амплитуду эхо-сигнала. Все эти факторы определяют минимальный фиксируемый размер дефекта при сканировании. Поэтому важно уделить особое внимание выбору преобразователя и настройке прибора, включая настройку полосового фильтра приемника. Раздельно-совмещенные преобразователи, работающие на частоте от 1 до 5 МГц, позволяют оптимизировать разрешение в пустотах и шум, возникающий при рассеянии. При выборе преобразователя и настройке прибора рекомендуется использовать опорные образцы, аналогичные объекту контроля, с известными дефектами, выявленными путем неразрушающего метода контроля, рентгенодефектоскопии или других технологий НК. Показания данных дефектов затем можно сохранить и использовать для сравнения во время контроля самого изделия.
На примере ниже, экран прибора показывает наличие пористости в середине чугунной отливки толщиной 30 мм, обнаруженной с помощью раздельно-совмещенного преобразователя с частотой 2,25 МГц. Эхо-сигнал отображается в зоне строба, а амплитуда донного эхо-сигнала уменьшена.
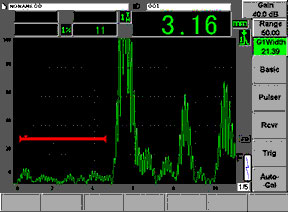 | 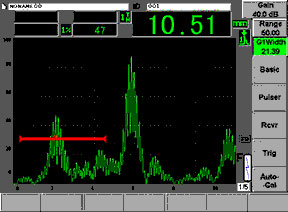 |
| Бездефектная зона, только донный эхо-сигнал | Индикатор пористости в стробе |
Процедуры контроля трещин должны быть разработаны с учетом геометрической формы литых изделий, местоположения, размера и ориентации предполагаемых трещин, с использованием соответствующих опорных образцов, имеющих известные, или искусственно нанесенные дефекты. Прямые преобразователи используются в случае, если поверхность трещины параллельна контактной поверхности ПЭП, а наклонные ПЭП используются тогда, когда трещина расположена перпендикулярно или под наклоном к контактной поверхности ПЭП.
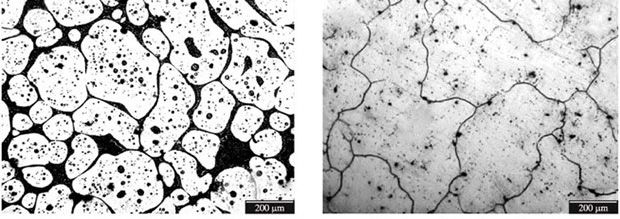
Другое широко используемое приложение в литейной промышленности – измерение степени шаровидности (включений графита) в литых изделиях из чугуна, как один из этапов контроля процесса литья. Микроструктура графита в литых изделиях из чугуна имеет значительное воздействие на механические свойства литья. Существует определенная взаимосвязь между степенью шаровидности и скоростью звука, а скорость звука можно измерить с помощью ультразвуковых дефектоскопов и толщиномеров.
Подробнее об ультразвуковом контроле литых изделий см. в Инструкции по применению.