
Os padrões internacionais que regulam a fabricação de produtos tubulares de países petrolíferos (OCTG), como tubos de perfuração e dutos de transporte de petróleo, bem como tubos para oleodutos, são extremamente rígidos; qualquer violação deste equipamento durante o serviço pode ter impactos graves, com potencial para causar danos ambientais severos, lesões ou perdas humanas. As condições em que esses tubos e tubulações operam também são muito exigentes, tanto offshore quanto onshore. Portanto, os regulamentos de controle de qualidade, como os padrões do American Petroleum Institute (API), exigem que os fabricantes inspecionem todo o comprimento dos tubos e tubulações em busca de falhas.
O controle de qualidade dos tubos na indústria do petróleo depende de tecnologia ultrassônica
Métodos de ensaio não destrutivo, como teste ultrassônico (UT) e Phased Array (PA), são essenciais para obter a inspeção completa de tubos, soldado ou sem costura, mas mesmo a tecnologia UT moderna tem limitações.
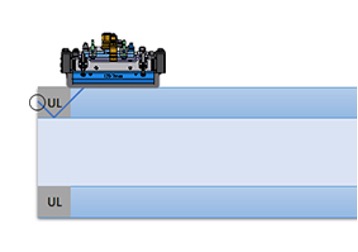 | 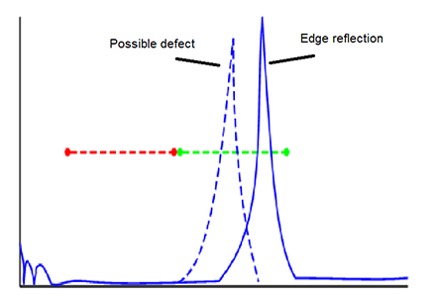 |
Um grande problema está perto das extremidades do tubo. Conforme a sonda ultrassônica se aproxima da extremidade de um tubo, os feixes transmitidos ricocheteiam na borda do tubo (para o modo transversal, em particular). O pico do sinal desta reflexão é difícil de distinguir de uma indicação. Por esse motivo, muitos sistemas automatizados de inspeção de tubos deixam porções significativas não testadas na extremidade do tubo.
Os sistemas de passagem são particularmente limitados, deixando até algumas centenas de milímetros de comprimentos não testados em alguns casos. Um segundo método manual, como um detector de defeito de teste ultrassônico portátil (UT) ou uma ferramenta de inspeção de partículas magnéticas (MPI), é normalmente necessário para concluir a inspeção desta parte não controlada.No entanto, oferecemos duas soluções automatizadas que podem inspecionar essas zonas de extremidade não testadas.
Quão pequena é a zona final do seu sistema de inspeção de tubos?
O sistema de inspeção de tubo rotativo (RTIS), nosso sistema de inspeção integral de Phased Array de alto desempenho, é excelente na inspeção da extremidade do tubo e pode atingir uma zona não controlada muito pequena na extremidade dos tubos. Sua abordagem de pórtico de precisão permite 5 mm de extremidade não controlada para os modos de inspeção padrão longitudinal e de espessura de parede (WT)/laminação. Além disso, usando nosso algoritmo de extremidade de tubo (EOT), um recurso de nosso software QuickView™ e uma sequência automatizada modificada, também conseguimos reduzir a zona não controlada para apenas 5 mm (0,2 pol.) para defeitos transversais. Este resultado elimina qualquer necessidade de um sistema separado ou método manual para controlar as extremidades do tubo.
Dito isso, em alguns casos, os fabricantes ainda exigem um sistema de extremidade do tubo dedicado, como nosso sistema automatizado de sistema de inspeção de extremidades de tubos (TEIS). Fácil de operar e eficiente, o TEIS possui um modo que um operador pode supervisionar a inspeção de ambas as extremidades do tubo simultaneamente. A opção UT convencional fornece um desempenho de inspeção da extremidade do tubo que é adequado para algumas necessidades; no entanto, a opção da sonda PA é necessária para utilizar o algoritmo EOT e obter o resultado da zona final de 5 mm.
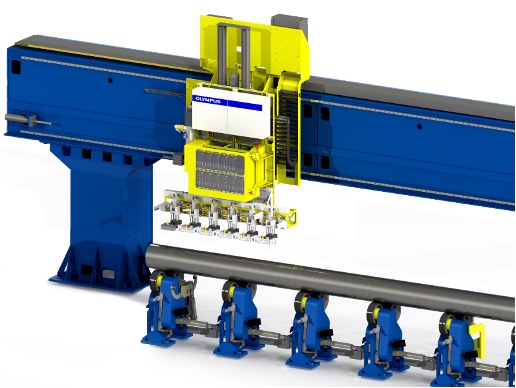 | 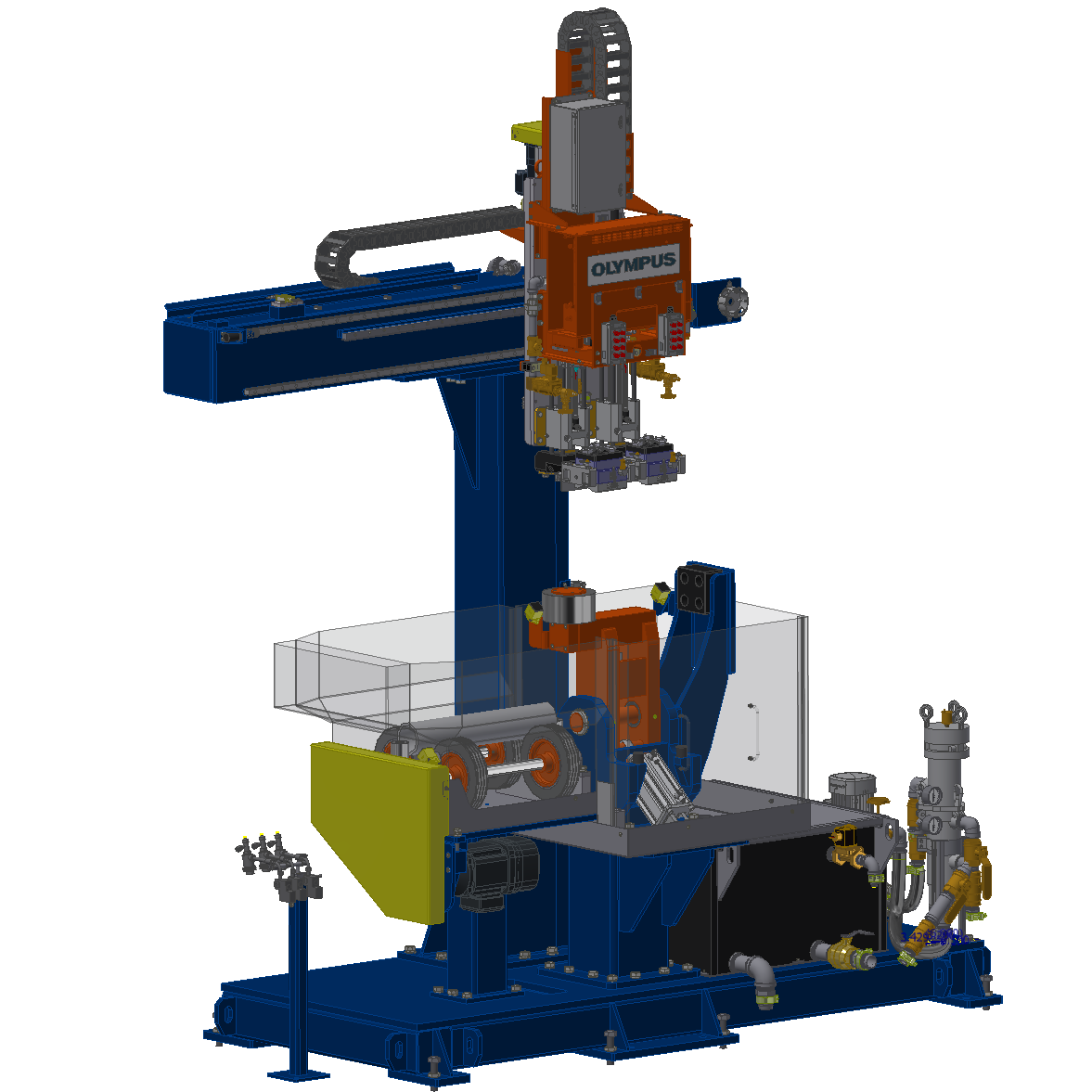 |
Reconhecidos por seu desempenho de alta qualidade, confiabilidade e longevidade, existem sistemas de inspeção de tubos rotativos que estão em serviço há mais de uma década. O TEIS é baseado nesta tecnologia comprovada.
O RTIS e o TEIS são semelhantes em muitos aspectos. Ambos:
- Possuem operação totalmente automatizada, incluindo calibração e verificação de calibração, o que significa que a habilidade do operador é menos importante
- Inspecionam tubos que variam em tamanho de 60 mm (2,37 pol.) a 508 mm (20 pol.) de diâmetro externo (faixas maiores de diâmetro estão disponíveis mediante solicitação)
- Inspecionam tubos com espessuras de parede variando de 4 mm a 50,8 mm (0,157 pol. a 2 pol.)
- Detectam defeitos típicos, incluindo:
- Rachaduras longitudinais e transversais
- Furos perfurados (TDHs)
- Defeitos de laminação
Fácil integração do sistema
Tanto o RTIS quanto o TEIS são projetados para fácil integração na linha de produção. No caso do TEIS, que pode ter espaço atribuído limitado, a estação de calibração integrada e o sistema de circulação de água ajudam a manter a pegada pequena.
Se você estiver interessado em saber mais sobre o RTIS, visite https://www.olympus-ims.com/prs/, ou o TEIS, dê uma olhada em https://www.olympus-ims.com/teis/.
Conteúdo relacionado
Detecção de defeitos em até 5 mm (0,2 pol.) da borda de extremidade de tubos.
Sistemas automatizados de inspeção de tubos
Entre em contato