
Выше показана типичная калибровка задержки в призме с использованием образца с боковыми цилиндрическими отверстиями (SDH). Вы, вероятно, уже видели подобные изображения, где центр SDH расположен на 0 м. Это может выглядеть правильно, но давайте разберемся и рассмотрим основные принципы. Я объясню, почему на самом деле это плохой вариант и как данный метод снижает точность задержки луча.
Калибровка с использованием боковых отверстий: не так проста, как вы думаете
SDH является хорошим ультразвуковым отражателем по определенной причине. Независимо от угла генерируемого луча круглый отражатель возвращает сигнал на преобразователь. Вот почему радиус в образце типа IIW выбран для измерения глубины и определения скорости звука и т.д. Однако, красная зона, которую мы видим на секторном дисплее данных, не представляет действительный центр SDH. Это место, где первый ультразвуковой луч ударяет по криволинейной поверхности SDH.
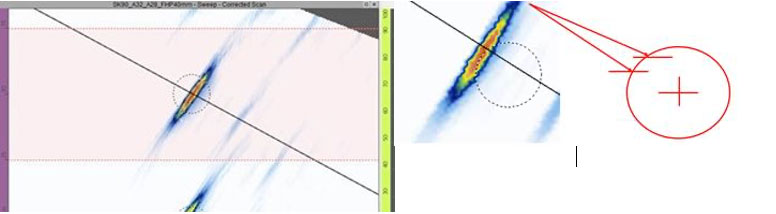
Калибровка задержки в призме (слева) может показаться правильной, но она ошибочно базирует TOF пучка по центру SDH, тогда как калькулятор коррекции ПО WeldSight учитывает диаметр SDH (справа) и кривизну, поэтому калибровка задержки луча более точна.
Скорректированный расчет SDH повышает точность задержки луча
Калибратор Beam Delay (Задерж. в призме) в программном обеспечении WeldSight позволяет снизить эту неточность. В нем реализован алгоритм автоматической коррекции, учитывающий диаметры боковых отверстий. Алгоритм корректирует данные под разными углами вдоль криволинейной поверхности, в отличие от использования центральной глубины отверстия, как на примере выше.
Как видно из параметров Beam Delay ниже, допуск остается на уровне 1 мм, но также вводится диаметр SDH (3 мм). Программное обеспечение использует это значение для расчета смещения между центром SDH и местом пересечения TOF реального луча с радиусом. Обратите внимание, что зона допуска (зеленая полоса в нижней части экрана) отражает смещение, включающее размер SDH, но допуск 1 мм не превышен. Использование данного метода означает, что время пролета (TOF) для расчета задержки луча будет даже более точным, чем при использовании обычного метода калибровки SDH.
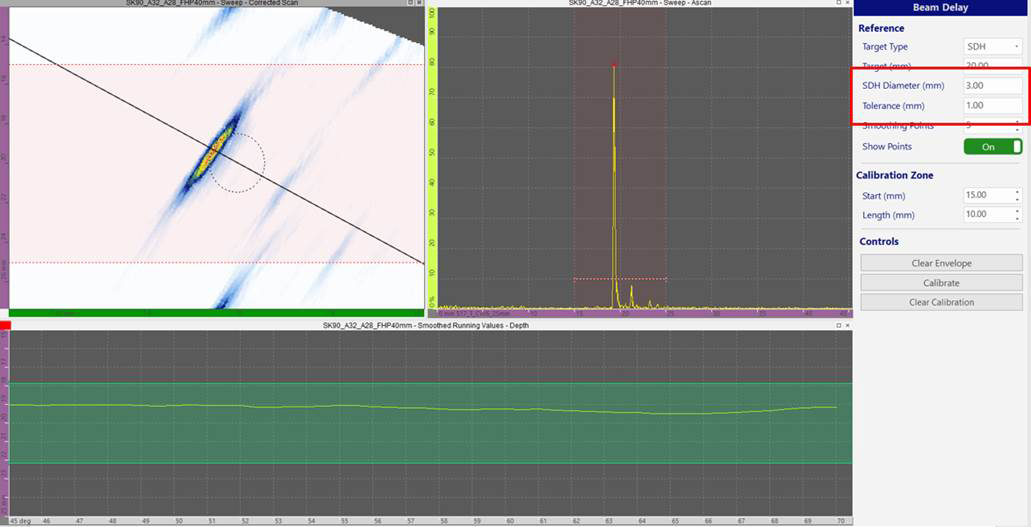
Диаметр SDH (3 мм) указывается в параметрах Beam Delay для точного расчета положения отражателя, а зона допуска (зеленая полоса внизу экрана данных) по-прежнему соответствует 1 мм
Программное обеспечение WeldSight выполняет все вычисления за вас, поэтому это самый простой способ улучшить калибровку задержки в призме и обеспечить точность результатов.
См. также
Видео: Программное обеспечение WeldSight™ для дефектоскопов OmniScan™ X3
Видео: Компания Olympus в мире — Калибровка задержки в призме в OmniScan™ X3
