小直径碳钢管材

The COBRA scanner on a 0.84 in. pipe with two A15 PA probes with an OmniScan X3 16:64 displaying two PA groups with sectorial scans and C-scans.
概览
Small Diameter Pipes
The COBRA™ manual scanner, combined with the OmniScan® phased array (PA) flaw detector, is used to perform circumferential weld inspections on small-diameter pipes. The COBRA holds up to two PA probes for inspections on pipes with outside diameters ranging from 0.84 in. to 4.5 in.
With its very slim design, this manual scanner inspects pipes in limited-access areas where minimal clearance is required. Adjacent obstructions, such as piping, supports, and structures, can be as close as 12 mm (0.5 in.).
This scanner uses multiple links to quickly adapt to various pipe diameters (simply add or remove links). In addition, the retention mechanism is spring-loaded, allowing the scanner to securely clasp pipes. This unique feature also enables the scanner to be installed and operated from one side of a row of pipes when access from both sides is impractical.
The COBRA scanner is characterized by its smooth-rolling encoded movement, which enables accurate data acquisition. The COBRA scanner ensures stable, constant, and strong pressure, thus providing good UT signals and precise encoding around the full circumference of the pipe.
Different ultrasound techniques for different challenges
The COBRA® solution can be used with different probes, depending on the application. Phased array, TRL dual linear array, and TOFD ultrasound techniques can be performed using the following probe options:
This Olympus phased array solution uses low-profile A15 phased array probes with optimized elevation focusing, which enhances the detection of small defects in thin-walled pipes. Specially designed low-profile wedges that fit each pipe diameter covered by the scanner are available for a complete solution. |  |
The A25 dual linear array probe (DLA)* series is designed to inspect austenitic material that cannot be otherwise inspected using an A15 probe in pulse echo. The A25 probe features an innovative system that enables the two arrays to conform to the wedge roof angle. The latter is optimized according to the diameter of the pipe being inspected. |  |
The COBRA scanner is compatible with conventional UT probes with 3-mm diameter elements and a specially designed wedge to perform TOFD* inspection. |  |
*When using TOFD and a DLA probe, the height clearance is increased.
Applications
- Boiler tube
- Small diameter process pipe
一般技术
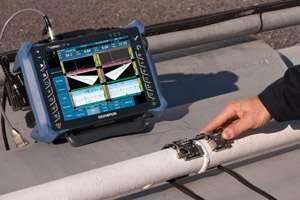
Ultrasonic Weld Inspection Solutions
The OmniScan flaw detector has an established track record for reliable and cost-effective phased array (PA) weld inspections as an alternative to radiography. Olympus ultrasonic weld inspection solutions provide an affordable means to inspect welds in compliance with major code and manufacturing requirements. An ideal combination of acquisition unit, scanner, encoder, and software, these solutions can be put to work virtually anywhere. Continuously improved and supported software makes the inspection of welds even easier, allowing you to complete your entire workflow more efficiently.
The Olympus weld inspection solutions applies to welds made of carbon steel or corrosion resistant alloy such as austenitic.
General Benefits:
- Fast weld inspection of different diameters, thickness, and materials
- 100% volumetric weld coverage
- Adaptable to butt welds, circumferential welds, long seams, one-sided access configuration, and most common weld profiles
- Portable for in-house and field inspections
Combining Different Techniques for Full Weld Coverage and Improved Efficiency
Phased Array Pulse-Echo Technique Phased array technique is based on the capacity to electronically modify ultrasonic beams generated by probes that contain multiple small elements. When these elements are excited using different time delays (focal laws), the beams are steered at different angles and focused at specific depths. | 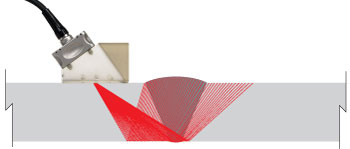 |
Conventional UT Pulse-Echo Technique This technique uses a single element transducer to generate an acoustic beam at a fixed angle. The echo coming back to the transducer is interpreted by the instrument to provide information on size and position. |  |
| Time-of-Flight Diffraction (TOFD) Technique Time-of-flight diffraction (TOFD) is an ultrasonic technique that relies on the property of defects such as cracks to diffract energy from their tips to the receiver probe when impinged by ultrasonic beams generated by the transmitter probe. TOFD technique uses a wide beam that provides good coverage and is independent of defect orientation. | 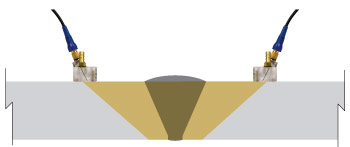 |
Transmit-Receive Longitudinal Wave (TRL) This technique uses separate transmit and receive probes to generate refracted longitudinal wave. The use of separate probes minimizes vulnerability to noisy material, which is especially beneficial for inspection of coarse grain alloy, such as austenitic and nickel. | 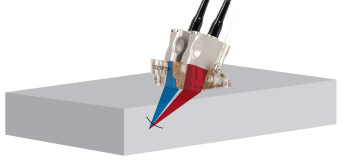 |
Surface Wave Technique The surface wave (creeping) technique is an ultrasonic test in which discontinuities are detected by the return of a creeping wave that tracks the surface of the component being tested. | 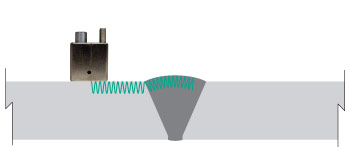 |
Ultrasonic Testing (AUT) in Lieu of Radiography Testing (RT)
Ultrasonic testing in lieu of radiography has proven very effective for pressure vessels, tanks, piping, and other weld configurations. Olympus ultrasonic weld inspection solutions features comply with ASME, API and other radiography replacement code requirements such as full raw data collection and the use of an encoder. Compared to conventional radiography, Olympus ultrasonic weld inspection solutions offer multiple benefits such as:
- No radiation safety hazards
- Eliminates work area disruption
- Real time digital archiving of inspection data
- Elimination of film archiving
- Improved productivity
- Improved probability of detection (POD)
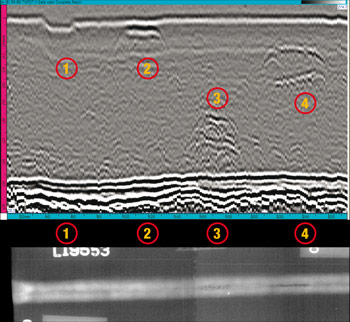
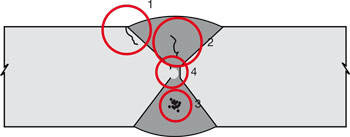
Comparing the Indications
 |
|
Measurement Capabilities
| ID | Type of Defect | Ultrasound (AUT) | Radiography (RT) |
| 1 | Toe crack |
• Position X, Y, and Z
• Length sizing • Height sizing |
• Position X and Y
• Length sizing |
| 2 | Centerline crack |
• Position X, Y, and Z
• Length sizing • Height sizing | • No detection |
| 3 | Porosity |
• Position X, Y, and Z
• Length sizing |
• Position X and Y
• Length sizing |
| 4 | Incomplete root penetration |
• Position X, Y, and Z
• Length sizing • Height sizing |
• Position X and Y
• Length sizing |
Benefits of the Olympus Ultrasonic Weld Inspection Solutions
| Olympus Ultrasonic Solutions | Radiography (RT) | |
| Absence of Radiation hazard | Yes | No |
| Absence of restricted area | Yes | No |
| Ease of deployment on site | Yes | No |
|
Probability of detection (POD)
(Planar defects such as crack and lack of fusion) | Very good | Poor |
| Inspection throughput | Very good | Good |
| Depth sizing capability | High accuracy | Poor |
| Length sizing capability | High accuracy |
Good accuracy
|
扫查方式
双侧检测COBRA扫查器与OmniScan MX2探伤仪一起使用,可以仅通过一次扫查,覆盖焊缝的两侧区域,完成双侧检测,从而获得更高的检测效率。要完成这类检测,扫查器要安装两个相控阵探头,两个探头要分别放置在焊缝的两侧;可以根据不同的焊缝厚度,对两个探头之间的距离快速进行适当的调整。
| 单侧检测在检测直管与管件之间的焊接部位时,可以对扫查器进行配置,使其使用一个探头进行单侧检测。 奥林巴斯还为用户提供一种价格更为实惠的COBRA套装,这个套装可以与单组OmniScan SX探伤仪一起使用,完成检测。使用这个套装,需要进行两次扫查,才可以覆盖整个焊缝。
|

技术
这种奥林巴斯相控阵解决方案使用可在次轴上优化聚焦的薄型A15相控阵探头,提高了探测薄壁管材上细小缺陷的性能。我们还可为用户提供一些特别设计的薄型楔块,这些楔块适用于扫查器所能覆盖的各种直径的管材,从而更进一步完善了这种解决方案。 | |
A25双晶线性阵列探头(DLA)*系列的设计目的是检测那些不能使用A15探头在脉冲回波模式下检测的奥氏体材料。A25探头拥有一个创新型系统,可以根据楔块屋顶角度调整两个阵列。楔块屋顶角可以根据被测管材的直径得到优化。 | |
COBRA扫查器还可与晶片直径为3毫米的常规UT探头和特别设计的楔块相兼容,以完成TOFD*检测。 | |
*使用TOFD和DLA探头时,需要增加空间高度。