
在OmniScan X3 64探伤仪中引入相位相干成像(PCI)极大地改善了使用当今常规超声技术检测某些最难检测缺陷时的可视化和表征能力。PCI的成像增强功能不仅为这些具有挑战性的用例带来了改进,也同样提高了在焊缝检查和裂纹尺寸等常见用例中的使用效果。
与传统阵列(PA)和全聚焦(TFM)技术等目前使用的超声检测技术不同,PCI的信号处理在生成TFM图像时不考虑振幅。它仅测量TFM区中每个点的基本A扫描的相位相干性,通过信号的相位信息来检测缺陷。
PCI协助克服的挑战
消声和大粒度材料
依赖信号的相位而非振幅意味着即使在高衰减或有背景噪声的材料中,也能在低信号振幅下找到频率分布,从而评估信号的相干性。
事实上,背景噪声越大,PCI越容易区分缺陷信号的相位相干性和混沌噪声的非相干性。这就是为什么在奥氏体钢等大粒度材料中获得更好结果的原因。
检测小缺陷,尤其是大型反射体附近的缺陷
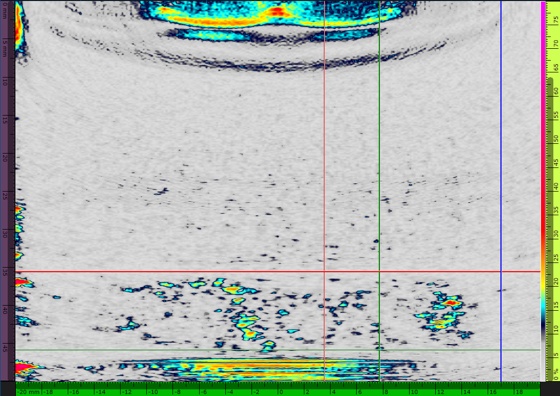
例如,我们可比较蠕变损伤的传统TFM图像与PCI模式图像:
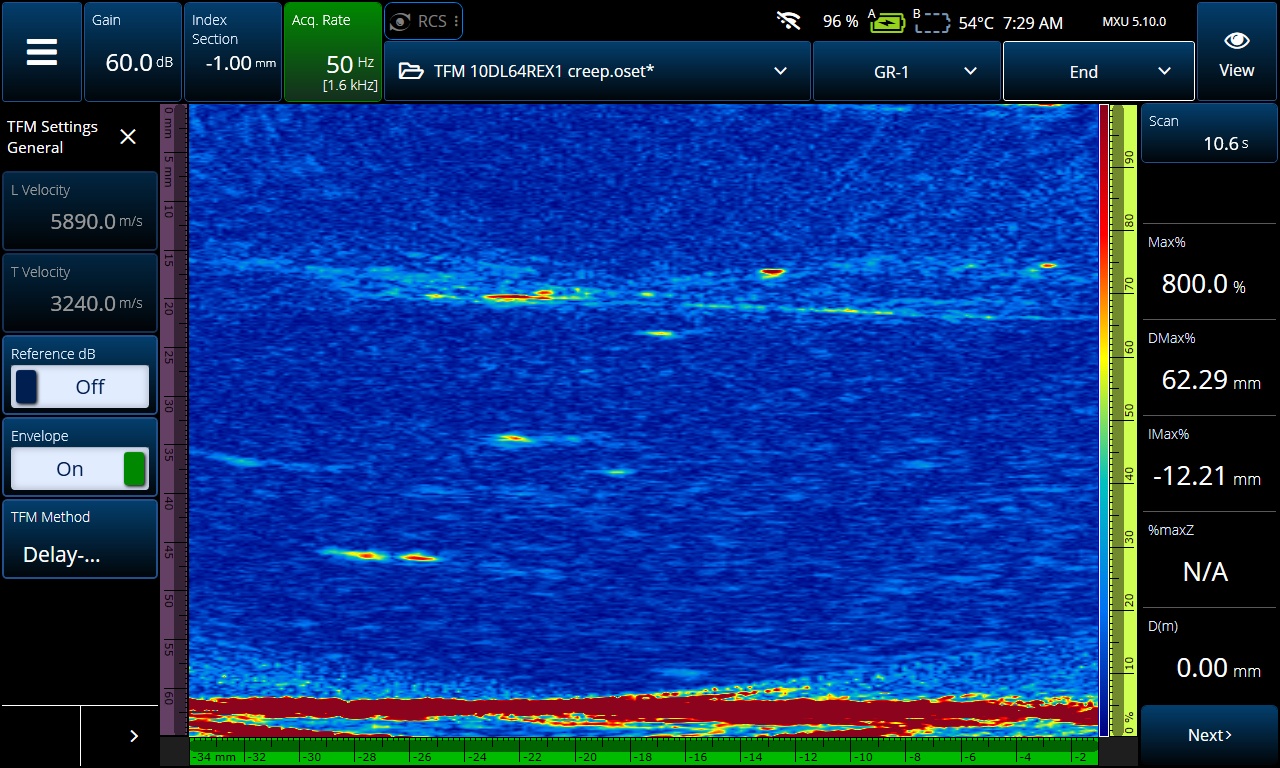

在基于振幅的TFM图像(蓝色背景)中,背景噪声和后壁回波掩盖了PCI模式图像(灰色背景)中清晰可见的蠕变损伤。两幅图像均使用10 MHz、64单元双晶线性阵列(DLA)探头和L-L声波组采集。4
因为振幅不再重要,所以也无需调整增益和信号饱和度。这有助于缓解后壁或其他较大反射体的强回波掩盖其附近较小缺陷的问题。
以下是特别适合使用PCI的4个用例,当然了,这并未涵盖所有情景:
1.高温氢致(HTHA)
高温氢致(HTHA)是一种很难使用振幅技术检测的损伤机制,尤其是在其早期阶段。这是由缺陷的方向、大小及其与后壁的靠近程度等多种因素所决定的。
由于PCI仅使用来自基本A扫描的相位信息而非振幅来生成TFM图像,因此可检测出处于早期阶段的HTHA。这是因为与后壁等大镜面反射体相比,来自这些小反射体的衍射响应高度相干。出于同样的原因,缺陷的方向也不太重要。由于缺陷中的每个小“边缘”都会发出衍射信号,因此可以很容易地看到其方向和方位。
使用OmniScan X3 64探伤仪的PCI模式成像的HTHA损伤。
相较于基于振幅的技术,PCI已被证明能够提供更好的早期HTHA图像。
2.湿硫化氢(H2S)损伤
在富含硫化氢(H2S)的环境中因起泡导致的氢致裂纹,对于基于振幅的超声检查来说是一项特别的挑战。使用阵列或传统TFM进行的0度检查可以轻松地看到水泡,但很难或几乎不可能确定水泡是否与表面相连。这是因为声音无法触及与表面的连接,或者因振幅不足而难以确定起泡范围。
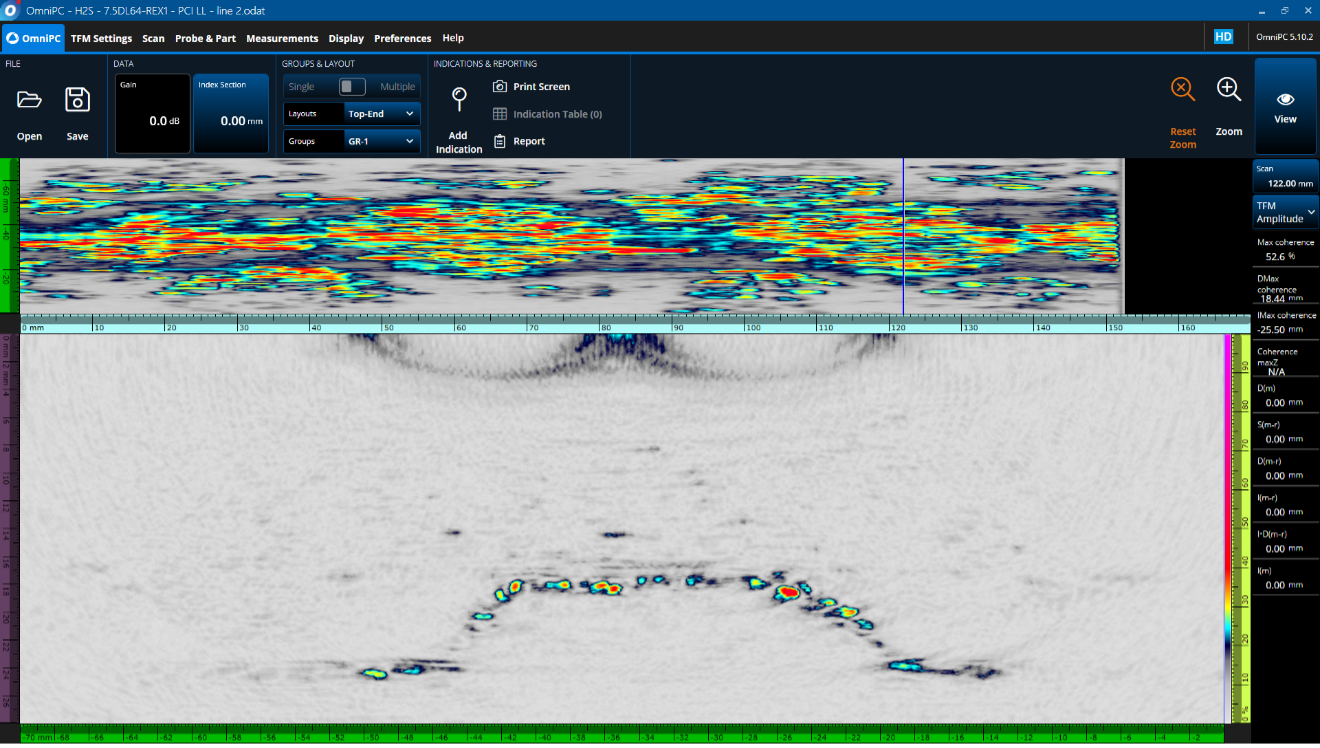
硫化氢(H2S)诱导起泡的PCI渲染。OmniPC软件中显示的图像是使用OmniScan X3 64探伤仪以及7.5 MHz、64单元DLA探头和L-L声波组采集的。
因为在PCI中即使是微弱的振幅也会返回信号,所以很容易看到这些与表面的连接。尽管信号较弱,但仍然可以评估相位信息,从而揭示了虽然隐藏但很重要的信息。
3.应力腐蚀开裂(SCC)
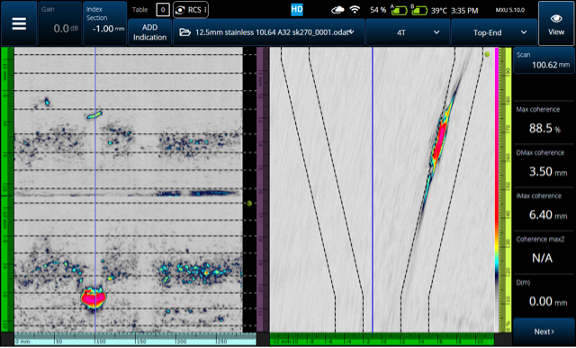
与传统TFM相比,PCI对垂直缺陷的灵敏度更高,在检测和确定应力腐蚀开裂(SCC)的大小时特别有效。使用传统TFM时,通常难以对垂直缺陷可视化,并且需要自串联声波组。如果用自串联声波组显示缺陷,通常两组间的顶部和底部会分开,从而更加难以表征缺陷。这是因为这些缺陷的朝向导致了微弱且不一致的振幅响应。
与之相比,PCI能够可靠地检测到这些垂直的不规则缺陷,并在显示器上清晰地显示出来。此外,使用脉冲回波T-T和TT-TT传播模式时,通常可获得更好的结果。这是因为裂纹方向急剧变化导致的端点衍射返回了低振幅但高度相干的相位响应。这些端点衍射让您能够轻松识别裂纹的形状和方向,也可以利用“热”端点来准确确定其大小。
使用PCI时,在存在SCC等缺陷的情况下,可以使用较少的组来获得更好的图像质量。使用较少的组可以提高设置和数据采集的效率,从而能够更容易掌握PCI的使用方法,尤其是对于经验较少的UT检查员来说。
4.焊缝检测
PCI技术结合了阵列(PA)等反射信号和TOFD等端点衍射相位信息的优点,可有效地检测焊缝。PCI的另一个优势是在相同的扫描范围内只需要较少的组。
对于少数几种缺陷,PCI可加速对它们的表征:
- 更轻松地确定大小。
- 缺陷图像更接近其真实特性。
- 缺陷不太可能在不同组间分开。
PCI对边沿反射高度敏感,可为您的分析提供准确的缺陷图像,而端点衍射“热点”让您能够轻松确定缺陷的大小,如焊缝未熔合(LOF)。8
未熔合:
虽然使用基于振幅的技术可以很容易地看到未熔合(LOF)缺陷,但通常难以确定其大小。未熔合缺陷的信号常常饱和,从而无法确定其大小。但在使用PCI时,信号始终不会饱和,所以不存在这个问题。因为端点产生的衍射可以在确定大小时用作参考点,且不必改变增益或找到6dB的声降,所以可以更快、更轻松地确定未熔合缺陷的大小。
孔隙:
由于振幅响应与背景噪声类似,所以通常难以使用基于振幅的技术检测孔隙。因为PCI对小缺陷更为敏感,所以使用PCI不仅可以看到孔隙,而且还可以区分和识别单个孔隙。
裂纹:
与SCC相同,PCI是检测焊缝时识别和确定裂纹大小的一款优秀的工具。
以上只是PCI与基于振幅的技术相比可提供更好结果的几个应用示例,而其优势可以扩展到涉及噪音或衰减材料以及小缺陷的其他检查。
如果您想了解PCI如何能够改进您的检查流程,请联系您当地的Evident代表观看演示或查看我们网站上的其他资源。
现在,OmniScan X3 64用户可以升级到MXU 5.10软件,马上开始使用PCI吧!
