
简介
多年以来,对吹塑部件进行的质量控制操作都是使用美工刀将部件切开,然后再使用卡尺对部件的厚度进行测量。这种传统的检测方式存在很多问题。在将部件切开时,一般会在切割边缘留下毛刺。如果操作人员在毛刺部位上进行测量,则测量到的不是真实的壁厚值。假设操作人员非常仔细,并避免了在变形的边缘位置上进行测量,他们的测量操作还是会受到某些限制,如:需要选择在哪个部位上使用机械设备进行测量。吹塑部件的几何形状,如:塑料瓶子,通常都不能使机械设备接触到其内圆角或把手的部位。吹塑部件一旦因厚度测量而被毁坏,就不能再对其进行其它大多数测试。操作人员的技术水平参差不齐,因此也经常会使检测出现问题。操作人员在使用卡尺进行检测时,如果持握的卡尺与被测部件没有处于平行对齐状态,而是稍微有些倾斜,或者因卡尺钳口的压力而使材料有些压缩时,都会得出错误的测量读数,因此不同操作人员在测量同一个部件时会得到不同的厚度读数。传统的测量方式还存在着潜在的安全问题。操作人员在每个当班时间内要多次使用美工刀切割部件,因此他们受到严重伤害的可能性持续存在。
有两种电子测量方法可以减少或消除所有这些问题:超声测量和霍尔效应测量。如今这两种方式都已成为吹塑行业质量控制中的常用方式。一般来说测量方式的选择取决于被测产品,而且选择测量方式所要考虑的因素(如本应用说明结尾处所讨论)一般也与被测产品相关。
超声测量理论
超声测厚仪可以从被测工件的一侧对工件的壁厚进行准确、可靠、且可重复的无损测量。具体的测量方式是对超声声束穿过工件壁厚所需的时间进行测量。测量时,将探头放置在被测工件的表面上,并使用液体,通常是甘油、丙二醇或水,以声学方式将探头与工件耦合在一起。声波脉冲从探头与工件接触的表面传播到底面,即工件另一侧的表面,然后再以底面回波形式返回到探头(参见图1)。超声波测厚仪测量声束脉冲在材料内部的传播时间(参见图2);超声波测厚仪使用被测材料中的声速,按以下公式计算材料的厚度。
![]()

图1.放置在工件上的探头。来自探头的声束在探头与工件接触的表面和底面之间完成一次往返传播。
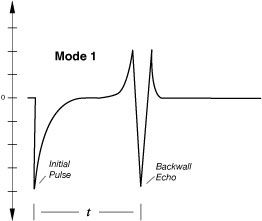
图2.初始脉冲代表进入工件的声束。底面回波代表从相对的底面返回的声束。“t”是声波脉冲的渡越时间。模式1是指使用初始脉冲和底面回波确定厚度的测量方式。
校准
如果操作人员了解到会引起错误测量的情况,并采取了一些简单的预防措施,他们在使用超声测厚仪进行测量时,一般会得到极为准确的测量结果。经过正确校准的超声波测厚仪将会显示准确的壁厚读数。校准过程要求使用的标准样件的材料要与被测样件相同,而且需带有厚度已知的一些区域。一般来说,要使用可代表最大和最小被测材料厚度的样件对超声波测厚仪进行设置。通过在键区中简单的按键操作,可以设置材料声速和零位偏移(与探头相关的参数):在将探头耦合到被测材料时,输入已知的参考标准试块的厚度。测厚仪使用已知厚度,分别为这个材料和探头,计算出声速和零位偏移。当测厚仪进行厚度测量时,会使用校准的声速,计算产品的厚度。
优势与局限性
超声测厚方式的主要优势在于可以对封闭的容器、较大的板材,以及其它难以或无法接触到材料两侧的形状复杂的样件,进行厚度测量,因为这种方式只需要接触到被测材料的一侧即可进行厚度测量。测厚仪一般是手持式,而且简单易用。其潜在局限性之一是其测量精度仅与已知材料和声速的精度相同。如果材料中的声速发生不可预测的变化,则测量结果可能不准确。材料属性的变化会影响声速,其中包括明显的温度变化和密度变化。当温度的变化超过5°C时,大多数塑料都会表现出显著的声速变化。避免因温度变化而产生测量错误的最简单的方式是在环境温度下进行校准和测量。如果做不到这点,则应该在制造过程中,在产品上的一个已知、相同的位置进行校准和测量。由于大多数标准探头会因与温度约为50°C以上的热部件接触而受到损坏,因此不建议对高温部件进行检测,除非使用了特殊的探头。当厚壁产品的外表面已经冷却时,其内部区域可能还很热,因此这种样件的内部与外部可能会有很大的温度差别。这些温度差别可能会引起材料内部极大的声速变化,进而会引起测量值的不确定性。
霍尔效应测厚理论
另一种电子测厚方法基于霍尔效应这一现象。霍尔效应需使用一种可垂直作用于一个携带电流的导体的磁场。这种组合包括在另一个方向上产生的电压。如果一个铁磁性目标,如:已知质量的钢珠,被放置在磁场中,则其感应电压就会改变。当目标远离磁体时,磁场以及相应的感应电压就会以一种可以预见的方式改变。如果将感应电压的这些变化绘制成图,就会生成一条感应电压对比目标与探头之间距离的曲线(参见图3)。
进行测量时,将霍尔探头放置在被测样件的一侧,将铁磁性目标,通常为一个小钢珠,放置在样件的另一侧。测厚仪显示目标和探头之间的距离,即样件的壁厚读数。
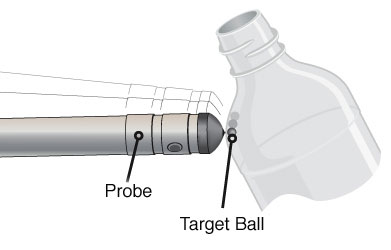
图3.目标钢珠放置在被测样件的一侧。探头放置在样件的另一侧,而且钢珠被吸引并靠近探头。
校准
校准仪器的方式如下:将一系列厚度已知的垫片放置在探头上,将钢珠放置在垫片上,然后在仪器中输入每个垫片的已知厚度。在校准过程中输入到测厚仪中的信息可使仪器建立一个查询表,实际上,是绘制一条表明电压变化的曲线。测厚仪在查询表中查找对应于测量值的厚度值,并在屏幕上显示厚度的数字读数。尽管这些步骤听起来非常复杂,但是在实际操作中,操作人员只需在校准过程中输入已知值,然后让测厚仪完成比较和计算工作。使用霍尔效应探头时,整个校准过程完全自动化,因此操作人员无需了解测量背后的物理原理。
优势和局限性
这个测量系统的优势在于无需使用耦合剂,声速不会随着温度或材料的其它属性而变化,而且可以测量到极其窄小圆角区域和极薄样件的壁厚。此外,操作人员还通常可以方便地使用探头在样件的各个部位上进行扫查,以快速核查样件上各个不同位置的厚度,或找到厚度最薄的区域。在吹塑成形的塑料产品检测应用中,使用霍尔效应测厚方式的唯一潜在的局限性是需要将目标钢珠放置在被测样件的内部,因此这种方式不能对封闭的容器进行检测(不过可以通过超声方式对这类样件进行检测)。系统可以测量的最大厚度约为10 mm。).系统可以对可压缩性材料进行测量,但是在对这类材料进行测量时,因为钢珠会使材料压缩,因此应该使用最小的钢珠。在生产过程中,操作人员可以在几秒钟时间内对整个样件进行扫查,同时存储多个读数,或找到最薄壁厚。这款仪器经常被放置在生产区域,供成型设备的操作人员使用。这种方式可使厂家实现真正的统计过程控制。
选择测厚方式
在对上述两种方式间选择时,没有一成不变的规则。一般来说,如果要测量的是大型、厚壁、刚性部件,则最好使用超声检测方式。测量较小、较薄的壁(小于2.5 mm)且带有较小内圆角的样件,则最好使用霍尔效应测厚仪,如:奥林巴斯的Magna-Mike 8600测厚仪。大部分吹塑样件的检测应用都倾向于使用霍尔效应测厚仪。大多数吹塑机生产的样件都具有复杂的形状、相对柔软弯曲的薄壁,以及内圆角,使用机械设备或超声测厚仪很难测量这类样件的壁厚。
要进行超声测量,可以使用奥林巴斯的任何一款精确测厚仪。对于最常用的单层塑料瓶测量应用,我们推荐使用我们的标准超声测厚仪之一。其中包括38DL PLUS和带Single Element软件的45MG测厚仪。这些测厚仪中可储存多个速度和探头设置,让各种材料的测量变得非常简单。测量薄壁工件时,通常建议使用M116、M208或V260 Sonopen探头。测量厚壁样件时,建议使用同一测厚仪与低频接触式探头(M112、M110或M109)。在温度超过50 °C的热塑料样件上测量厚度时,请使用高温延迟块探头。
对于0.1 mm的薄壁瓶和多层塑料容器,推荐使用72DL PLUS测厚仪。薄塑料瓶或多层塑料的厚度测量要求使用高于标准超声测厚仪的频率。72DL PLUS测厚仪可使用频率最高125mHZ的探头,且能够同时显示最多6层的厚度。
结语
您可通过几个简单的步骤,对两种测厚仪进行快速校准。校准后,每个测厚仪都可得到准确、可重复的结果。用户会发现与机械测厚方式相比,使用电子方式进行测量的操作人员的操作技术很少会影响到测量的结果。校准数据与记录的读数被存储在一起,并可以在日后对操作人员的工作进行核查。超声测厚仪和霍尔效应测厚仪都带有数据记录功能,这样就消除了誊写数据时会出现错误的可能性。



