Введение
В нефтегазовой, нефтехимической и энергетической отраслях промышленности обычно используются толстостенные компоненты (трубы). В целях экономии расходов, эти толстые компоненты изготавливаются из простой углеродистой стали и плакируются слоем коррозионно-стойкого сплава (КСС) для продления срока службы и повышения безопасности системы. Коррозионно-стойкие сплавы могут также использоваться в качестве наполнителя сварного шва (см. пример на Рис. 1). Данный компонент является частью трубопровода высокого давления, транспортирующего коррозионно-химические вещества; одной углеродистой стали было недостаточно для удержания движущейся жидкости и противостояния коррозии в течение длительного периода. Когда материал сварного шва отличается от основного материала, это называется «разнородным сварным соединением». Разнородные сварные соединения представляют проблему для неразрушающего контроля (НК). В прошлом, радиографический контроль (РК) часто применялся для проверки разнородных материалов. Однако, толстые материалы требуют гораздо более длительного времени экспозиции, что увеличивает общее время контроля и издержки. В виду этих трудностей, а также достижений в области разработки технологии фазированной решетки, ультразвук является прекрасной альтернативой для данного вида контроля. |
Рис. 1 — Компонент толщиной 95 мм с разнородным сварным соединением |

Трудности при контроле разнородных и толстых швов
Две основные проблемы при контроле трубопроводов: разнородные металлы сварного шва и плакирования, а также толщина компонента (95 мм).
Контроль разнородных материалов с помощью технологии поперечных волн трудновыполним. Когда луч проходит через компонент со сварным швом, граница раздела металл-металл и крупнозернистая структура сварного шва могут вызвать отражение (обратное рассеяние) и преломление ультразвуковых волн. Это, в свою очередь, вызывает отклонение, расщепление и затухание ультразвукового луча. (См. инструкцию по применению «Ультразвуковой ФР-контроль коррозионно-стойких сплавов и разнородных сварных соединений»).
Помимо неоднородности материалов, толстые компоненты имеют свои специфические особенности. Для достижения хорошей вероятности обнаружения дефектов и точности результатов требуется распространить больше энергии в объекте контроля.
Решение с использованием линейного ФР-преобразователя A26 (DLA)
DLA-преобразователь A26 был специально разработан для контроля толстых и разнородных сварных соединений. Данная модель ПФР использует низкие частоты, широкую апертуру и технологию TRL (продольные волны приема-передачи). Поскольку низкочастотные продольные волны значительно менее подвержены отклонению и затуханию, они являются лучшей перспективой для контроля разнородных металлов, чем поперечные волны. Конфигурации «передача-прием» или Р-С также позволяют передать больше энергии в толстый объект контроля без увеличения уровня шума.
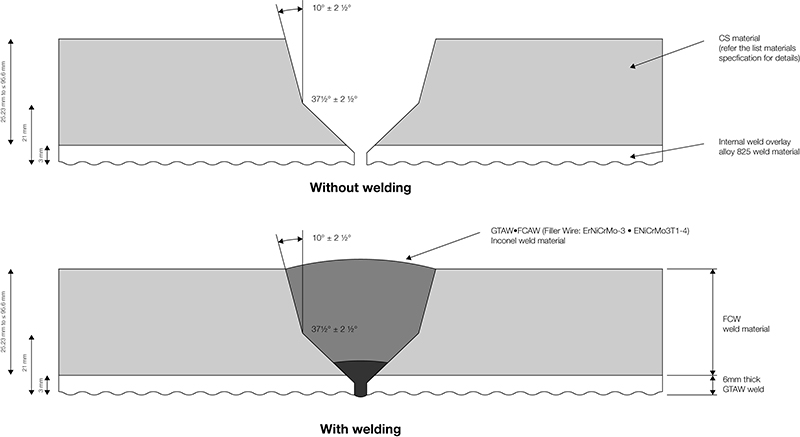
Рис. 2 — Чертеж профиля и скоса кромки разнородного сварного шва
Ввиду модальной конверсии (преобразования продольной волны в поперечную) на отражающих поверхностях, используется только половинное прохождение луча (полупуть).
В данном примере использовался компонент толщиной 95 мм; основной материал выполнен из углеродистой стали, сварной шов – из сплава 825, и наполнитель шва – из никелевого сплава (ErNiCrMo-3 + ENiCrMo3T1-4) (см. Рис.1). Сварной шов был зачищен заподлицо с основным металлом для сканирования на наличие возможных поперечных дефектов (под углом 0° и 180°, как показано на рис. 7).
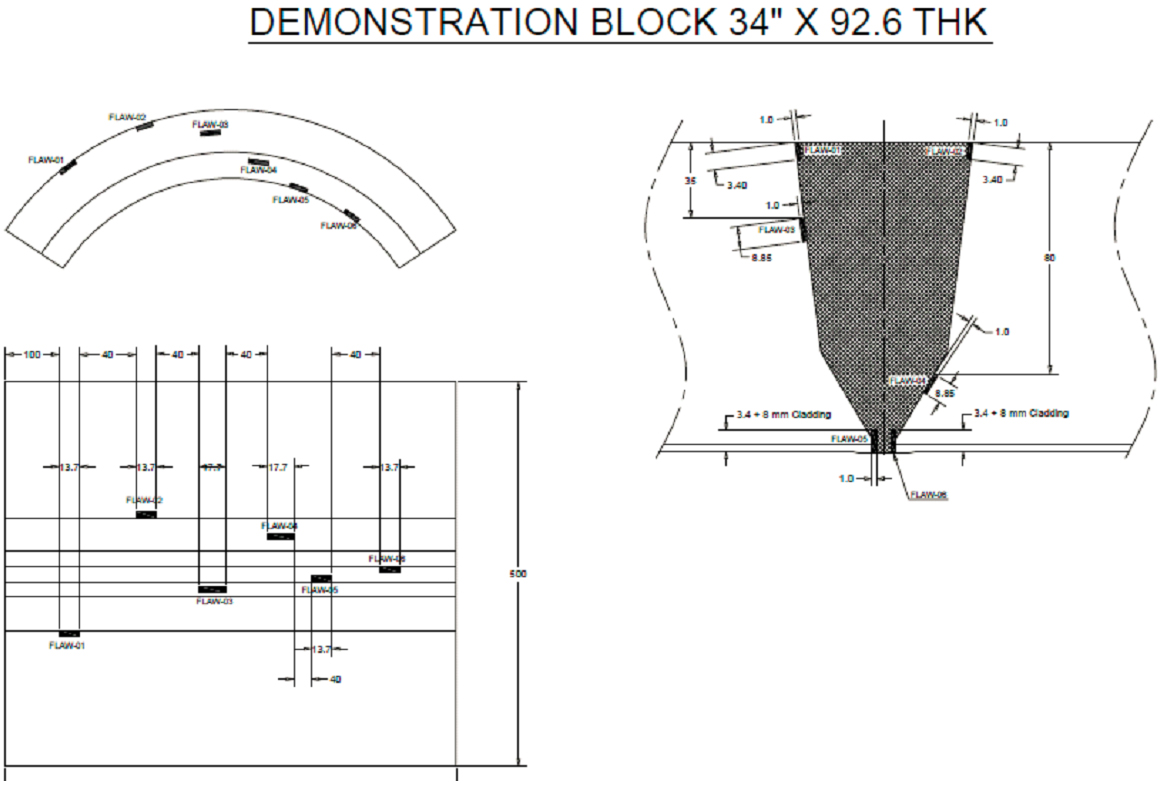
Рис. 3 — Изображение контрольного образца
Были использованы две разные частоты ПЭП. Зоной интереса была нижняя часть контрольного образца (см. Рис. 4). Для выявления несплавлений по боковой стороне, измерения высоты риски на ВД и длины всех продольных дефектов, был использован сначала ФР-преобразователь A26 5 МГц. Затем был использован преобразователь A26 с более низкой частотой (2,25 МГц) для проникновения (под углом 0° и 180°) в материал наполнителя из никелевого сплава с высоким уровнем затухания (см. Рис. 5).
На Рис. 7 и 8 представлены поперечные дефекты (боковые сверления, SDH) диам. 5 мм, точно измеренные с помощью преобразователя A26 (2,25 МГц), даже на глубине в толстом материале наполнителя.
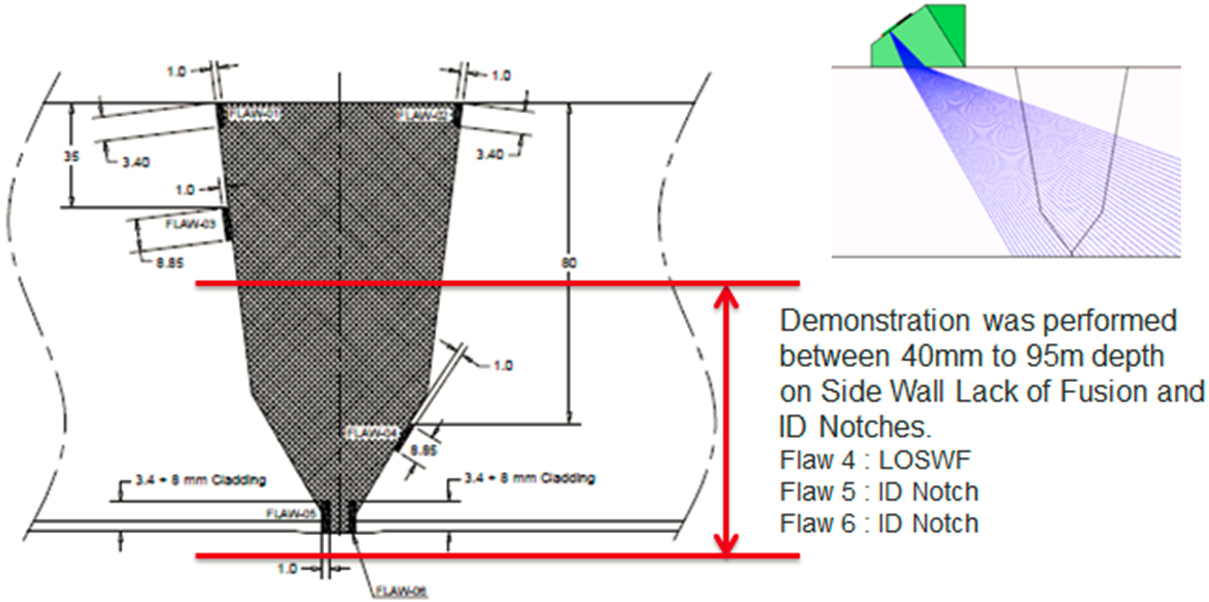
Рис. 4 — Зона интереса с несплавлением по боковой стороне и рисками на ВД
Преимущества использования DLA-преобразователя A26 при контроле толстых и разнородных сварных соединений
Мы получили хорошие результаты, используя преобразователи Dual Matrix Array™ (DMA) и Dual Linear Array™ (DLA) для контроля разнородных материалов или материалов с высоким уровнем шума. Примеры этих успешных испытаний можно найти в инструкциях по применению «Преобразователь DMA для контроля сварных соединений с высоким уровнем шума» и «Контроль труб малого диаметра из аустенитной стали с помощью линейного Р-С преобразователя DLA». Однако, измерение толстостенных объектов все еще представляло проблему для предыдущих моделей ПЭП. Преобразователь DLA A26 был специально разработан для контроля толстых компонентов. Его более низкая частота обеспечивает лучшее проникновение, а Р-С конфигурация и широкая апертура ПЭП передают больше энергии в объект контроля без увеличения уровня шума.
A17 — 2,25 МГц | A26 — 5 МГц |
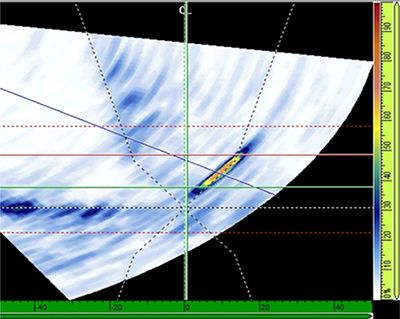
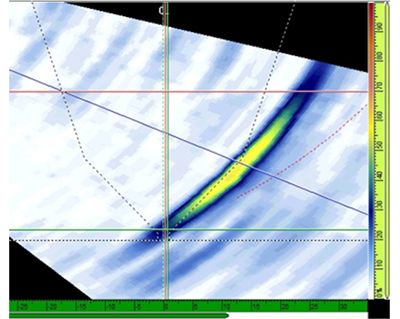
Рис. 5 — Сравнение результатов S-скана преобразователей A5 и A26 – Выявление продольных дефектов
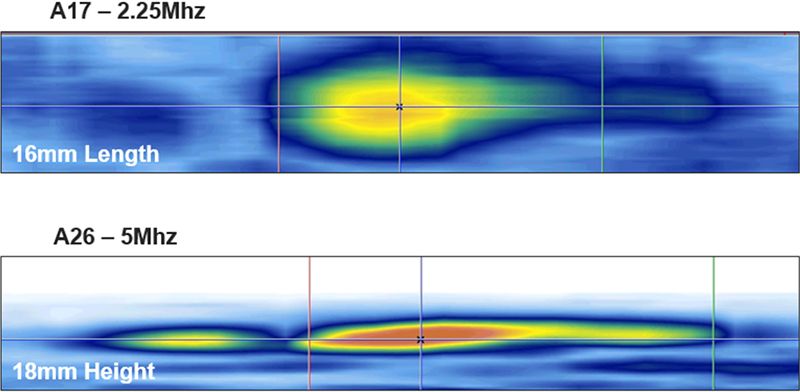
Рис. 6 — Сравнение результатов S-скана преобразователей A6 и A26 – Выявление продольных дефектов
Заключение
Новый преобразователь A26 обеспечивает высокую производительность контроля по сравнению с другими нашими компактными Р-С ФР-ПЭП.
Благодаря широкой апертуре и более высокой частоте, РФ-преобразователь A26 (5 МГц) позволил более точно измерить несплавления по боковой стороне, высоту риски ВД и длину всех продольных дефектов, чем преобразователь A17 с частотой 2,25 МГц.
Преобразователь A26 (2,25 МГц) способен проникнуть в материал наполнителя Inconel® 825 (никелевый сплав) под углом 0° и 180°.
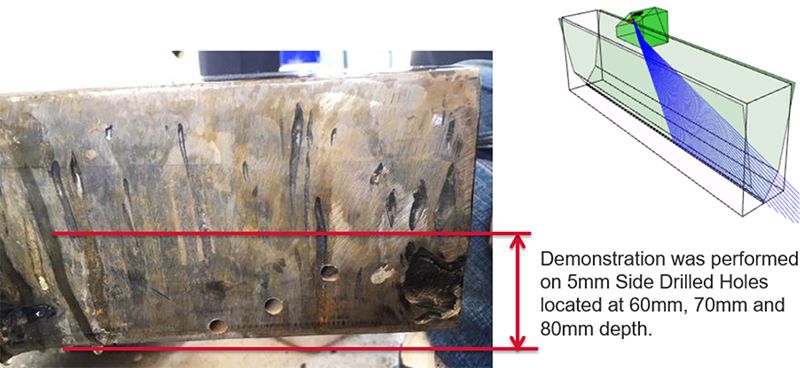
Рис. 7 — Контрольный образец с поперечными дефектами (SDH диам. 5 мм) на глубине 60 мм, 70 мм и 80 мм. Сканирование под углом 180° в материале наполнителя
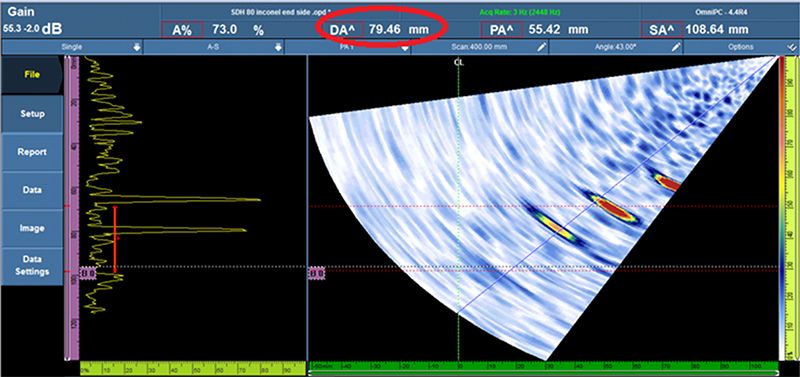
Рис. 8 — Секторное сканирование боковых сверлений (SDH) диам. 8 мм на глубине 60 мм, 70 мм и 80 мм



