Введение
Cтальные электросварные прямошовные трубы (ERW) изготавливаются из рулонной стали методом холодного формования в многоклетьевом формовочном стане с последующей электроконтактной сваркой кромок продольного шва заготовки трубы. Несовпадение кромок листа может привести к отклонению сварного шва на протяжении всего формовочного процесса.
Проблематика
Для выполнения контроля качества сварных швов в процессе изготовления стальных электросварных труб, оператор должен визуально отслеживать шов и следить за тем, чтобы преобразователи были выравнены по центру сварного шва. Данный метод ручного отслеживания требует высокой концентрации и сильно зависит от навыков оператора.
Решение
В процессе изготовления труб, при сварке, на поверхность трубы в области сварного шва выдавливается небольшая часть металла (грат), который удаляется с помощью гратоснимателя. В ходе этой операции толщина стенки трубы с обеих сторон сварного шва меняется. Такое изменение в профиле сварного шва можно проконтролировать с помощью функции профилирования и отслеживания шва с использованием технологии фазированных решеток системы контроля электросварных стальных труб, в поточном или автономном режиме. Для использования данной функции системы контроля электросварных труб требуется вогнутый ФР-преобразователь, достаточно длинный для покрытия зоны термического влияния с обеих сторон сварного шва. Преобразователь сканирует зону путем генерации продольных волн под углом 0 градусов для отображения профиля сварного шва. |  Стальная электросварная труба (ERW) и пример сварного шва с подрезом |
Алгоритм, основанный на анализе времени пролета, использует разницу в толщине стенки, возникшую вследствие огневой зачистки, для экстраполяции положения сварного шва.
Анализ данных времени пролета, отображающий подрезы сварного шва
По желанию, можно использовать положение скоса кромки по отношению к центру преобразователя, для корректировки положения. Алгоритм профиля сварного шва измеряет любое отклонение сварного шва вдоль трубы, позволяя настроить положение преобразователя. ФР-преобразователь крепится к моторизованной каретке, расположенной по периметру трубы, так что он автоматически следует за сварным швом. Преобразователи дефектоскопа фиксируются к аналогичной структуре и получают информацию о положении преобразователя профилирования сварного шва для автоматической перенастройки своего положения. | 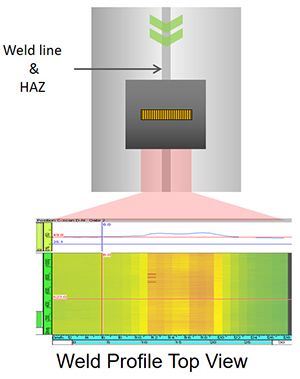 В-скан (поперечное сечение) в ПО QuickView™, отображающий шов с подрезом |
Результаты
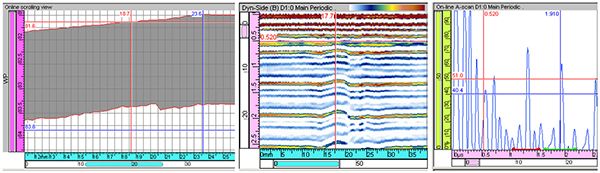
На Рис. ниже представлен пример данных отслеживания шва, отображаемых системами поточного/автономного контроля Olympus ERW. Верхние четыре графика представляют информацию о контроле сварного шва; два нижних графика – положение сварного шва и данные C-скана толщины, используемые для отслеживания сварного шва. | Каналы обнаружения дефектов (вверху) и отслеживание сварного шва (внизу) |
Обнаруженное положение шва отправляется на ПЛК (в режиме реального времени) для настройки положения преобразователей с использованием механизмов, приводимых в действие серводвигателем, для каждого ПЭП, с целью выполнения должного контроля сварного шва и зоны термического влияния по всей длине трубы. |  Система поточного контроля ERW: круговая ось для автоматического отслеживания сварного шва |
На Рис. ниже ФР-преобразователь был расположен по центру сварного шва, и записаны акустические значения измерения толщины. Положение трубы было умышленно смещено для проверки функции автоматического отслеживания сварного шва. Как видно по скану, ФР-преобразователь автоматически центрируется относительно центра сварного шва.
Автоматическое отслеживание сварного шва
Заключение/Основные преимущества
Результаты показывают, что с системой поточного/автономного контроля ERW, технология фазированных решеток может использоваться для автоматического отслеживания сварного шва, без необходимости визуального слежения оператором. Система контроля ERW труб обеспечивает 100%-е сканирование сварного шва. Прослеживаемость обеспечивается файлом данных трубы, поскольку регистрируются данные о дефектах и данные отслеживания сварного шва.
Кроме того, данные, получаемые в режиме реального времени, позволяют операторам просматривать профиль шва и зону зачистки и предоставляют обратную информацию относительно процесса. Операторы могут выполнять анализ, не дожидаясь разрезания трубы, минимизируя количество затронутого материала в случае, если инструмент скашивания кромок поврежден.