Производство бесшовных труб и формование заготовок
Типичным дефектом бесшовной трубы является внутренний дефект в виде канавки с закругленным дном. Такие дефекты возникают в процессе производства бесшовных труб или после формования заготовки. Контролеры должны вовремя идентифицировать и оценить эти несплошности на трубах, используемых в нефтегазовой промышленности.

Рис. 1: Типичный округлый дефект
Внутренние дефекты округлой формы аналогичны утонению стенок, но ведут себя по-разному при ультразвуковом контроле (УЗК). Соответственно, для выявления этих дефектов необходима особая стратегия контроля.
Проблемы обнаружения внутренних дефектов округлой формы
Выявление дефектов с закругленным дном на внутренней поверхности труб может быть затруднительным, поскольку округлая форма вызывает отражение ультразвуковых волн в различных направлениях. Это создает слабый сигнал, похожий на затухание, даже если энергия проходит через сталь до внутренней поверхности трубы.
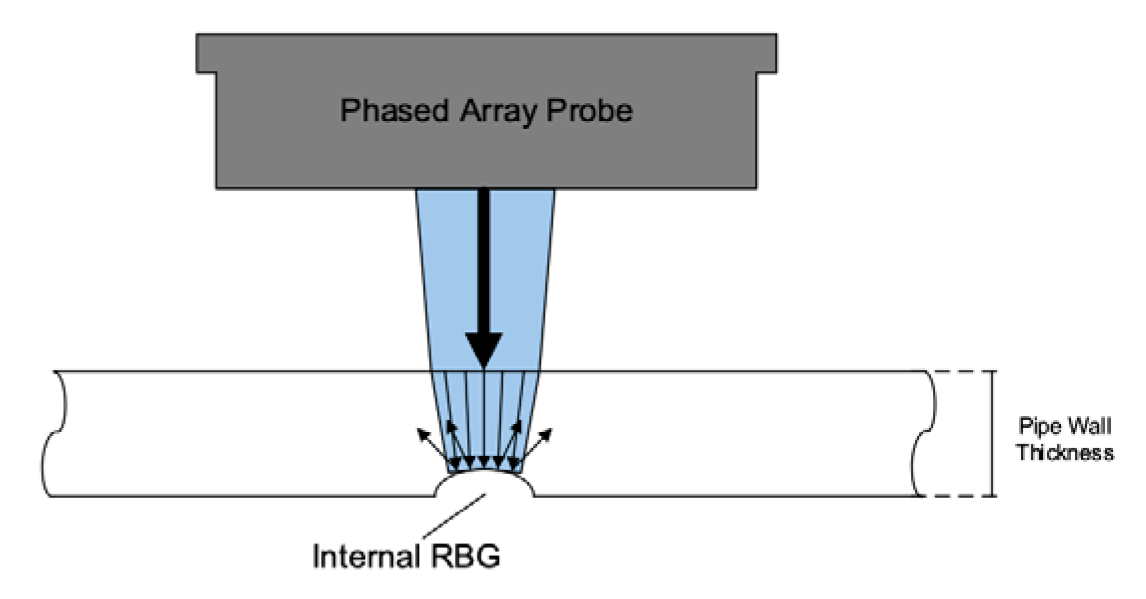
Рис. 2: Отражение УЗ-луча от дефекта округлой формы
Эффективный метод обнаружения внутренних дефектов округлой формы
Ротационная система контроля труб (RTIS) Olympus выявляет дефекты округлой формы с помощью специального алгоритма и 2D-картирования внутренней поверхности трубы. Данный метод работает путем комбинации амплитудного сигнала от внутренней стенки с интерфейсным эхо-сигналом. Система объединяет сигналы с помощью заданных параметров с целью определения контура частично выявленного дефекта, как показано на Рис. 3.
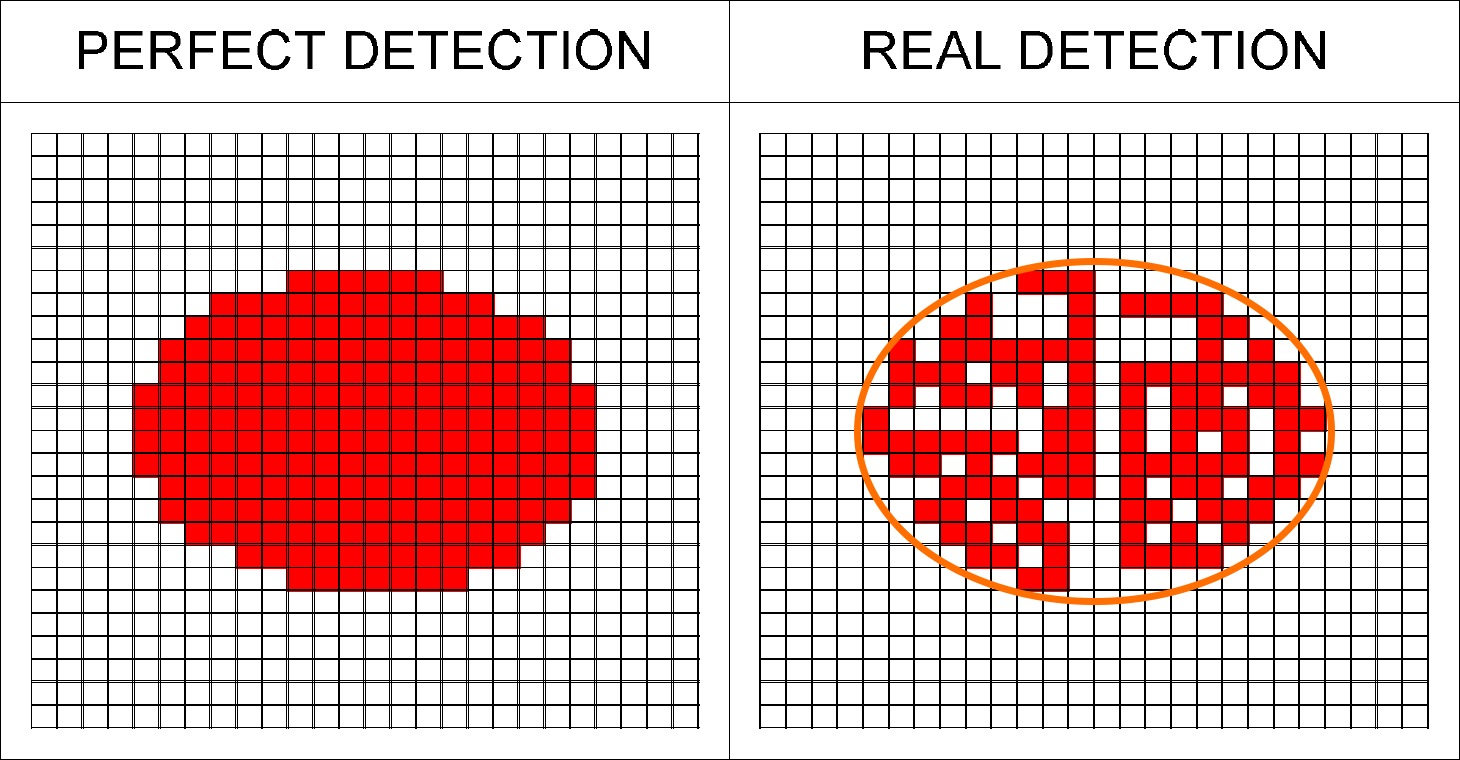
Рис. 3: Типичное выявление дефекта округлой формы с использованием алгоритма RTIS Olympus
Чтобы определить форму дефекта, система анализирует информацию, используя параметры алгоритма. При определенном количестве сигналов в одном движущемся окне, система подтверждает наличие дефекта RBG.
Результаты
Подтвержденные дефекты отображаются в специальном поле и выводятся на ПЛК и уровень 2 с помощью конфигурируемого сигнала.
На Рис. 4-6 длинные вертикальные несплошности представляют кольцевой сварной шов на трубной заготовке. Дефекты RBG обведены красным маркером.
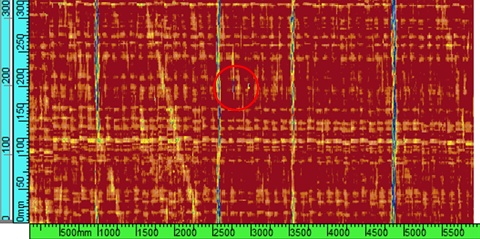
Рис. 4: Исходные данные, используемые в алгоритме
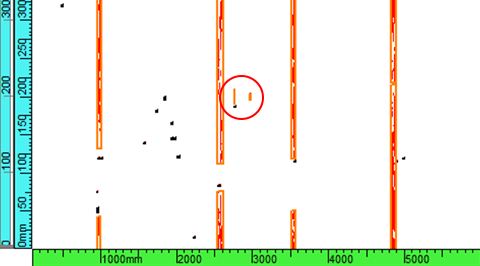
Рис. 5: Объединенные индикаторы (оранж.) потенциальных дефектов RBG
Рис. 6: Сигналы RBG после применения критериальных фильтров.
Выводы
Алгоритм RTIS Olympus позволяет эффективно выявлять дефекты округлой формы, используя комбинацию сигналов от передней и задней стенок. Результаты отображаются в реальном времени, а существующие каналы используются для проведения контроля по графику. Вы можете задать параметры размеров дефекта, обычно 25,4 × 12,7 мм для обеспечения максимальной выявляемости дефектов округлой формы. Данные алгоритма используются для измерения толщины стенок (WT), а также для обнаружения этих дефектов, повышая эффективность контроля.
