Aplicação:
Inspeção de aço austenítico, paredes finas e pequenos diâmetros de tubos para quando não é possível realizar inspeção de onda de cisalhamento.
Problema:
A inspeção padrão de onda de cisalhamento linear não cumpre de forma adequada com as exigências dessa aplicação. As características acústicas de tubos soldados de pequenos diâmetros e paredes finas criam necessidades exclusivas para sondas Dual Linear Array. Para assegurar que o foco fique na área desejada, é preciso um calço com ângulo de teto diferente para cada diâmetro.
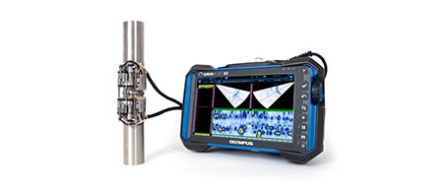
Solução:Para atender às exigências dos diferentes ângulos de teto, a Olympus criou uma sonda Dual Linear Array com ângulos de tetos variáveis montada em uma estrutura padrão. Essa sonda adapta-se aos calços incluídos no pacote (diâmetros externos entre 1 pol. e 4,5 pol.), pode ser fixada ao COBRA® scanner — para inspeção de soldas de tubos de pequeno diâmetro e ser operada com o detector de defeitos OmniScan® SX. Este pacote oferece solução para inspeções de onda de cisalhamento linear que não podem detectar defeitos em materiais ruidosos ou atenuantes. | 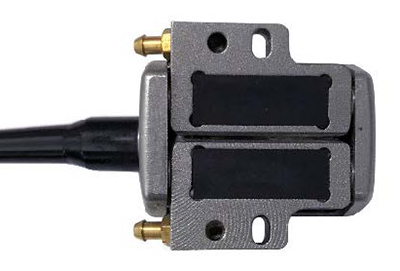 |
| Nº do item | Nº da peça | Descrição |
| Q3301132 | 5DL16-12X5-A25-P-2.5-OM | Sonda Phased Array padrão, 5 MHz, matriz dupla de 16 elementos, abertura ativa total de 12 mm × 5 mm, elevação de 5 mm estojo tipo A25, impedância compatível com Rexolite®, revestimento em PVC, cabo de 2,5 m, um (1) conector para OmniScan. |
| Q7201159 | SA25-DN70L-Kit | Um (1) calço plano SA25-DN70L e nove (9) calços curvos SA25-DN70L para cobertura de todos os tamanhos nominais de tubos (NPS), diâmetro externo de 0,84 pol. a 4,5 pol. Inclui opção de irrigação (irrigação e orifício do escâner). Compatível com as sondas Dual Array A25. NOTA IMPORTANTE: As leis focais para o OmniScan® que utiliza esta solução não podem ser criadas no detector de defeitos OmniScan, elas devem ser criadas usando o NDT SetupBuilder (também pode-se usar o TomoView™). Essa solução aumenta a altura mínima necessária para utilização do COBRA scanner. |
| U8750063 | COBRA-HALF | Pacote do COBRA scanner unilateral para inspeção de tubos com diâmetro externo de 0,84 pol. a 4,5 pol. usando uma sonda, inclui peças de irrigação e configuração de modelos. Cabo de codificador de 2,5 m com conector LEMO® compatível com OmniScan MX2 e SX. NÃO INCLUI calços e sondas. |
| Q1000036 | OMNISXPA1664PR-A25-SA25 |
Kit promocional A25 COBRA scanner DLA e OmniScan SX. Inclui a unidade de aquisição Phased Array portátil OmniScan SX 16:64PR (com um canal de ultrassom convencional) com adaptador CA, bateria, pequena maleta para transporte, cartão SD™, unidade USB flash, dois (2) protetores de tela antirreflexo, Manual do Usuário, pen drive com software OmniScan e Manual do Usuário, 1 ano de garantia. Também inclui os seguintes itens: (1) chave
HASP para OmniPC™ com OmniPC e NDT SetupBuilder (OMNIPC-A) -(1).
Pacote COBRA scanner unilateral para tubos com diâmetro externo entre 0,84 pol. e 4,5 pol. (COBRA-HALF) -(1) 5 MHz, sonda Dual Linear Array de 16 elementos, estrutura A25 para COBRA scanner (5DL16-12X5-A25- P-2.5-OM) (1) kit de calço da série A25, incluindo um (1) calço plano e nove (9) calços curvos (SA25-DN70L-KIT) -(1) pacote ES BeamTool versão 8 HardLock (chave HASP) para desenvolvimento da técnica PA (SOFT-ESBEAM8HL). |
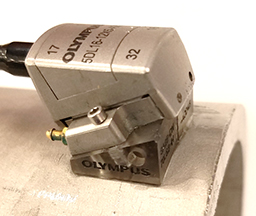
ConfiguraçãoPara configurar a solução
| 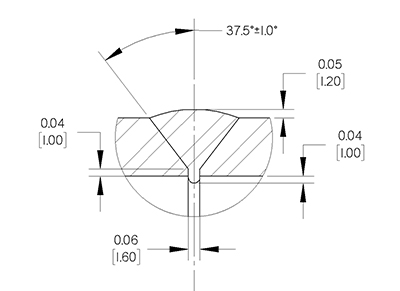 |
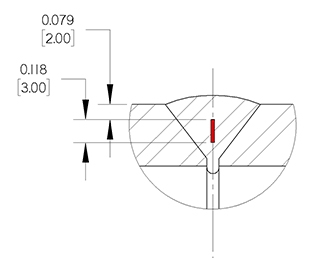
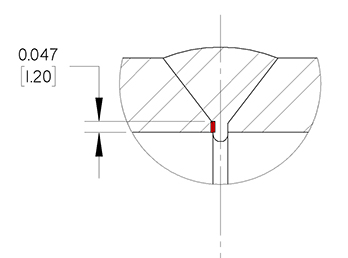
O resultado deve apresentar dois refletores pontiagudos no centro da linha da solda da inspeção.
 | 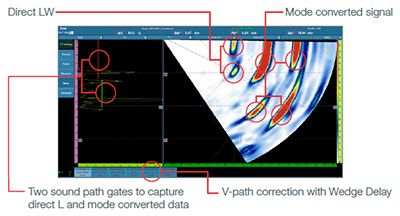 |
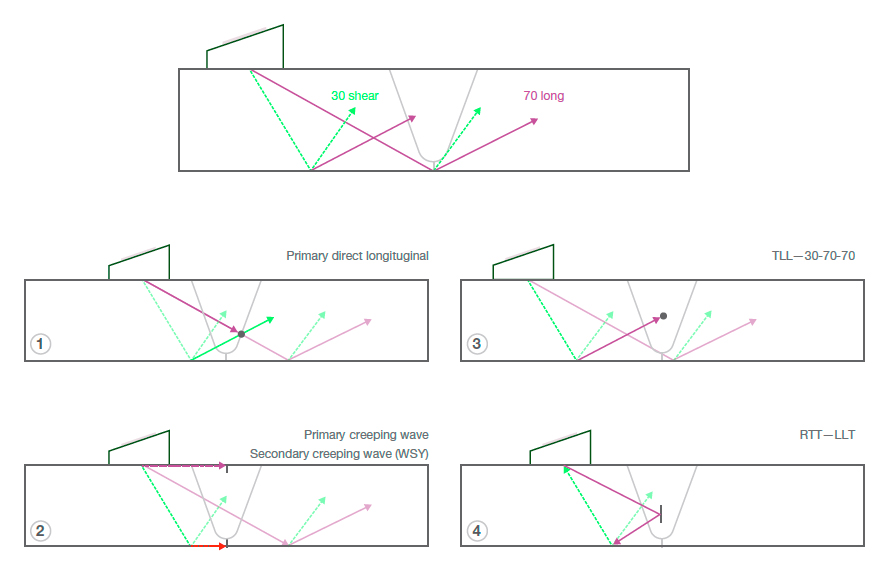
Veja o diagrama abaixo com os possíveis trajetos do sinal da sonda Dual Linear Array longitudinal. Se as portas estiverem montadas corretamente, a porta A exibirá as técnicas 1 e 2 percorrendo à velocidade de compressão longitudinal e plotará a camada da solda na posição volumétrica correta. A porta B apresentará as técnicas 3 e 4 que contém ao menos uma perna de onda de cisalhamento, mesmo que essa não seja plotada corretamente ainda assim será útil para detecção de defeitos e medição do comprimento.
Resultados:
Usando a calibração definida, nós rastreamos e registramos os dados. Descobrimos que a porta A registrou a geometria da solda com as respostas do sinal de quatro defeitos no tubo. A alteração do C-scan para exibição da porta B revelou que os fluxos foram identificados em posições ao longo do eixo de rastreamento ao visualizar o sinal de conversão de modo.
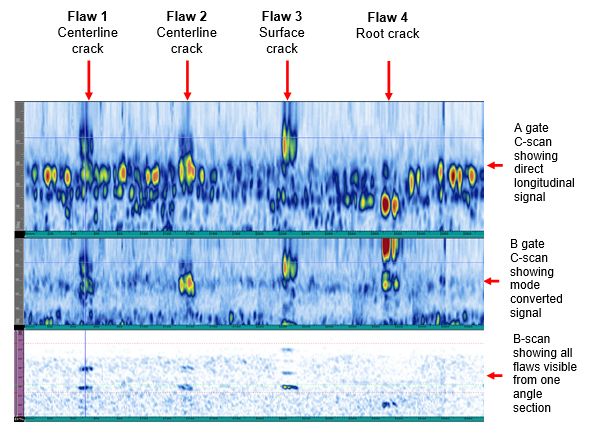
Nós observamos cada defeito nas visualizações A-C-R-S. Isso nos permitiu visualizar cada indicação no acesso do rastreamento, o A-scan onde o cursor está localizado, e o rastreamento R/S mostrando onde as indicações estão posicionadas* dentro da solda. Observamos os dados na porta A para verificar se ela foi plotada com precisão, tendo em mente que as indicações aparecem a partir do modo do sinal convertido.
*A posição da indicação só é precisa se a onda longitudinal direta ultrapassa o limite da porta A.
Defeito 1: é uma trinca na linha central, foi detectada nas portas A e B. Nós podemos observar a linha central da fissura, plotada com precisão, no volume da solda logo acima da geometria da raiz. Há também um sinal convertido no modo secundário que está fora da posição, porém é útil para a detecção de defeitos e para a medição do comprimento do eixo de rastreamento.
 | 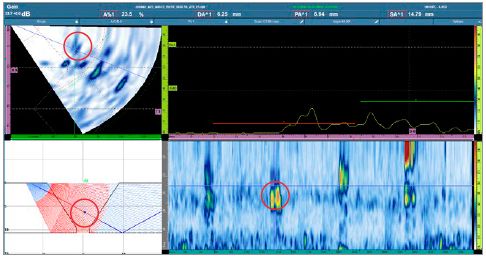 |
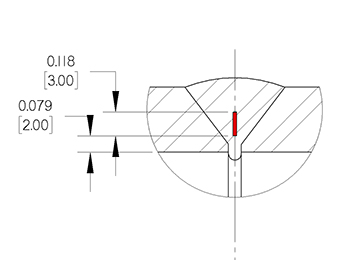
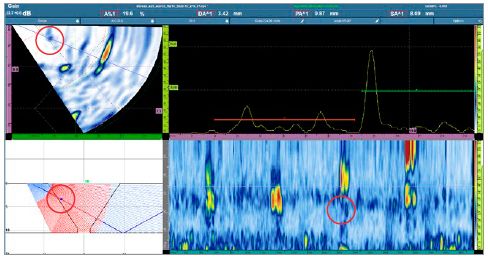
Defeito 2: é outra fissura na linha central claramente detectada com o modo de sinal convertido mas que aparece muito fraco na direção longitudinal. Nesse caso, você precisa observar que o defeito é exibido a 23,5% da amplitude do centro da solda.
 | 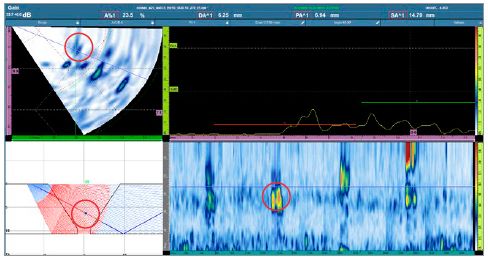 |
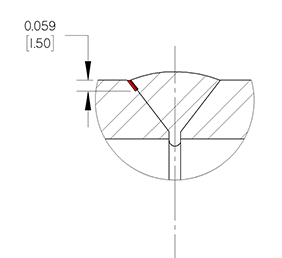
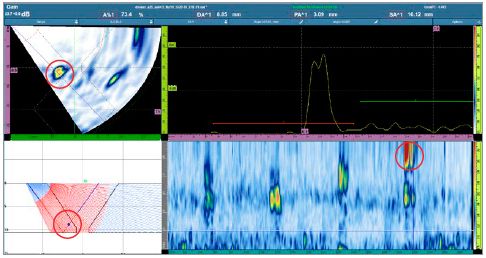
Defeito 3: é uma trinca externa causada por fadiga no bisel da solda. A indicação é exibida com nitidez no modo de dados convertidos, mas aparece somente a 19,6% da amplitude na direção da onda longitudinal.
 |  |
Defeito 4: é uma trinca interna causada por fadiga na raiz da solda. Ela aparece exatamente dentro da segunda perna do sinal longitudinal e é plotada corretamente na camada da solda.
 |  |
Conclusão
A sonda A25 Dual Linear é capaz de inspecionar soldas austeníticas de pequeno diâmetro e com paredes finas. Usar as portas posicionadas para exibir todos os modos de sinal assegura uma boa detecção e medição do comprimento dos defeitos. A compreensão profunda da dinâmica do eco, dos modos de sinal linear duplo e da calibração são fundamentais para uma inspeção bem-sucedida.