Esta nota de aplicação explicará como medir a espessura da parede de pás de turbinas de metal ocas.
Espessura da parede da pá de turbina
Muitas pás de turbinas usadas em motores de aeronaves e outros sistemas de alto desempenho são ocas para permitir a circulação de líquido refrigerante dentro das pás. Deslocamentos de núcleo durante a fundição, usinagem defeituosa ou desgaste normal da superfície durante o funcionamento podem fazer com que a espessura da parede das pás fique abaixo dos limites aceitáveis. Geralmente, a medição mecânica da espessura da parede não é possível sem destruir a pá. Entretanto, essa medição geralmente pode ser feita por ultrassom com transdutores e instrumentação adequadas.
Equipamento ultrassônico usado para medir espessura de paredes de pás de turbinas
Medidores de espessura de precisão são comumente usados para medições de pás de turbinas. Isso inclui os medidores 38DL PLUS™ e 45MG com software de elemento único e opção de exibição de forma de onda. Normalmente eles são usados com transdutores de linha de imersão ou atraso selecionados de acordo com a espessura e a geometria que está sendo medida. A exibição da forma de onda do medidor permite que um operador treinado monitore as formas de onda para ajudar a garantir uma detecção de eco válida. Ela também ajuda a garantir o alinhamento ideal do transdutor.
O medidor 72DL PLUS™ é um instrumento de alta velocidade que oferece medições rápidas para fabricação e inspeção de pás de turbinas. O medidor tem uma atualização de exibição de 60 Hz e velocidades de medição de até 2 kHz. O instrumento também tem uma ampla tela sensível ao toque de 7 pol. que oferece ótima visibilidade de diferentes ângulos. Com várias opções de conexão (LAN sem fio, Bluetooth® e Ethernet) e ferramentas de gerenciamento de dados, o medidor 72DL PLUS pode ajudar a otimizar os fluxos de trabalho de inspeção e melhorar a produtividade operacional.
Procedimentos para medir a espessura da parede de pás de turbinas
O sistema de medição exata recomendado para uma determinada aplicação de pá de turbina depende dos requisitos do cliente e das propriedades acústicas da pá. Eis algumas considerações básicas:
Tipo de transdutor: transdutores de linha de atraso e de imersão são usados em aplicações de pás de turbina. Entretanto, a curvatura de pás de turbinas pequenas pode impossibilitar o acoplamento adequado de transdutores de linha de atraso no lado côncavo. Geralmente, os transdutores de linha de atraso de 0,125 pol. (3 mm) (M203 e M208) acoplam-se adequadamente em raios côncavos de até cerca de 4 pol. (100 mm). Com o contorno da linha de atraso, é possível, em alguns casos, acoplar em raios mais fechados. Mas, em geral, superfícies com curvas acentuadas, principalmente a borda de ataque da pá, são melhor medidas com transdutores de imersão. O transdutor de 20 MHz V316-B em um borbulhador B-120 fornece um conjunto portátil conveniente para medição de pás com transdutores de imersão. Em muitos casos, também é possível usar o transdutor de linha de atraso focado V260-SM Sonopen™ para acoplar em superfícies côncavas que não podem ser medidas com linhas de atraso convencionais.
Além da linha padrão de transdutores de imersão e de linha de atraso, oferecemos três transdutores de linha de atraso de 20 MHz especiais de baixo perfil para medições de espessura de pás de turbinas em montagens de várias pás onde o espaço entre as pás é limitado e o acesso é difícil. O M2054 é um transdutor de linha de atraso de 20 MHz com apenas 0,27 pol. (6,75 mm) de espessura em uma haste de 3 pol. (75 mm). O M2055 é semelhante com um conjunto de transdutor/linha de atraso com 0,40 pol. (10 mm) de espessura. O transdutor de linha de atraso V2034 tem um cabeçote de 0,40 pol. (10 mm) em uma haste angulada de 6 pol. (300 mm). Os esboços desses transdutores estão disponíveis sob pedido.
Modo de medição: usando transdutores de linha de atraso e de imersão, as medições de espessura podem ser feitas no Modo 2 (interface para o primeiro eco de retorno) ou Modo 3 (eco para eco após a interface). O Modo 3 fornece melhor resolução de material fino do que o Modo 2, mas isso só é possível se os pontos a serem medidos na pá de turbina produzirem vários ecos na parede traseira. Se houver apenas um único eco da parede traseira utilizável (devido à curvatura ou atenuação), a medição deve ser realizada no Modo 2. Os medidores 38DL PLUS e 45MG podem operar no Modo 2 ou no Modo 3. Estabeleça a configuração ideal para uma determinada aplicação de pá de turbina usando padrões de referência com o intervalo de espessura e as geometrias a serem medidas.
Intervalo de espessura: em pás de metal típicas, a espessura mínima resolúvel para um transdutor de linha de atraso ou de imersão de 20 MHz é de aproximadamente 0,006 pol. (0,15 mm) no Modo 3 e 0,020 pol. (0,5 mm) no Modo 2. Para materiais mais finos abaixo de 0,006, a versão de alta frequência do medidor 72DL PLUS pode ser usada. A maioria das medições de pás de turbina são feitas a 10 MHz ou 20 MHz.
Pontos mortos: as pás de turbina ocas geralmente contêm diversas estruturas dentro da pá para direcionar o fluxo de líquido refrigerante ou aumentar a resistência da pá. Geralmente, não é possível obter um eco da parede traseira dos pontos onde essas palhetas ou nervuras estão localizadas porque a estrutura interrompe a superfície interna lisa necessária para uma boa reflexão. Nos casos em que essas estruturas estão espaçadas, um transdutor de imersão focado com um tamanho de ponto pequeno produz melhores ecos de parede traseira do que um transdutor de linha de atraso. Há também alguns casos em que a espessura da pá severamente pontiaguda pode criar uma situação em que as paredes internas e externas são significativamente não paralelas, o que pode causar distorção de eco e possíveis erros de medição.
Em todos os casos, determine a combinação de transdutor e instrumento com base em testes que usam amostras reais de produtos. A ampla variação nas geometrias de pás de turbinas torna a avaliação da amostra importante.
As Figuras 1–3 mostram formas de onda típicas associadas a medições de pás de turbina realizadas com um medidor 38DL PLUS. A tela de exibição do medidor fornece instantaneamente a forma de onda ultrassônica em tempo real com leituras de portas e espessura. Isso é ideal para aplicações difíceis ou quando os parâmetros de configuração precisam de um exame mais detalhado.
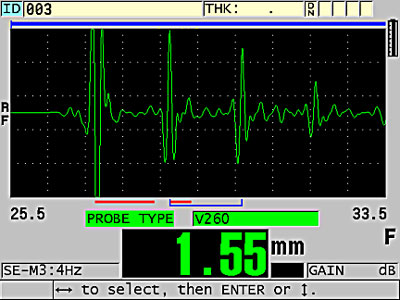
Figura 1. Medição do Modo 3 de uma pá de turbina
A Figura 1 mostra uma medição do Modo 3 de uma borda de fuga da pá de turbina côncava de 0,041 pol. (1,05 mm) usando um transdutor M208. A curvatura tem um raio suficientemente grande no ponto de medição para que o transdutor M208 acople bem o material e os ecos múltiplos limpos permitem uma medição no Modo 3.
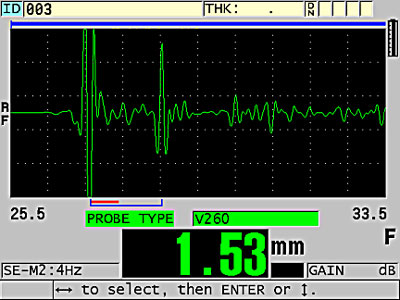
Figura 2. Medição do Modo 2 de uma pá de turbina
A Figura 2 mostra uma medição do Modo 2 de uma parede de pá de turbina convexa de 0,070 pol. (1,8 mm) de espessura, também usando um transdutor M208. Aqui, a presença de nervuras internas amortece um pouco os ecos e, na ausência de ecos múltiplos limpos, uma medição de Modo 2 é recomendada.
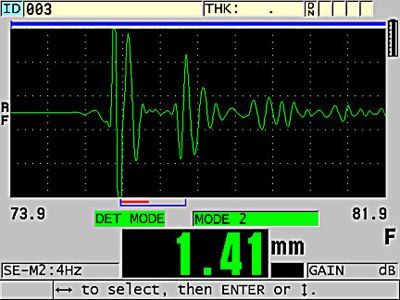
Figura 3. Técnica de imersão para medir a seção de pá convexa curva
A Figura 3 mostra uma técnica de imersão usando um transdutor de imersão de 20 MHz V316-BB com um borbulhador portátil B-120 para verificar uma seção da pá convexa mais espessa (0,051 pol. ou 1,3 mm) severamente curvada (raio de 1 pol. ou 25 mm), onde a curvatura convexa acentuada dificultava o acoplamento de um transdutor de linha de atraso. Nesse tipo de medição, principalmente em superfícies côncavas, é essencial que o operador monitore as formas de onda para ajudar a garantir o alinhamento ideal do transdutor.
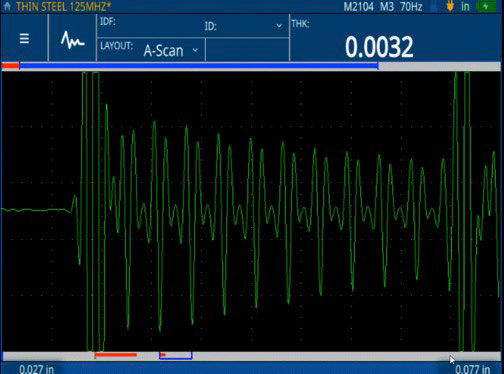
Figura 4: medições de espessura fina (0,0032 pol.) de aço fino realizadas com o medidor 72DL PLUS
A Figura 4 mostra um transdutor de contato direto de 125 MHz M2104 em um calço de metal fino de 0,0032 pol. (0,076 mm) e mostra a capacidade de espessura mínima do medidor 72DL PLUS. Uma linha completa de transdutores de alta frequência de 30–125 MHz está disponível para uso com o medidor 72DL PLUS para uma variedade de aplicações de espessura fina.
Observação: determinadas pás de turbina fundidas de ligas de grão grande podem apresentar variação de velocidade significativa de ponto a ponto devido à estrutura de grão anisotrópica. Nesses casos, a precisão da medição ultrassônica de espessura será limitada pelo grau de variação da velocidade. O limite deve ser determinado de forma experimental para casos específicos.


