Michael Moles e Sebastien Rigault
Olympus
As soldas austeníticas são difíceis de inspecionar por causa da estrutura de grãos grandes. A radiografia não funciona bem, então, o ultrassom é a melhor alternativa para inspeção de soldas austeníticas, soldas em tanques LNG, tubos de aço inoxidável moldado centrifugamente e chapeado. No ultrassom, os grãos austeníticos grandes causam distorção, decomposição e atenuação do feixe. Este artigo analisa os resultados de pesquisa e desenvolvimento em austeníticos (incluindo soldas de aço inoxidável, soldas de metais dissimilares, soldas LNG níquel 9% e tubos de aço inoxidável moldados centrifugamente). Os resultados da pesquisa, e a experiência prática, mostram que as ondas longitudinais são menos afetadas por grãos austeníticos largos que as ondas de cisalhamento, e, geralmente, são usadas. No entanto, as inspeções por ultrassom são ainda mais complicadas devido à conversão do modo (de ondas longitudinais para ondas de cisalhamento) em superfícies refletoras, então somente procedimentos de meio salto são funcionais. Existe uma hierarquia de métodos que podem ser usados para o desenvolvimento de técnicas de inspeção, começando com as sondas de ondas de cisalhamento e terminando com as sondas Phased Array de elemento duplo. Os métodos Phased Array são de "alto nível" para processos de inspeção, e agora são competitivos economicamente e tecnicamente. As técnicas comuns usam S-scan de Phased Array para cobertura múltipla, normalmente, com muitas passagens. O método de inspeção depende da espessura do material, da quantidade de material da solda/chapeamento, dos defeitos que devem ser detectados, das exigências estruturais, do tempo disponível, orçamento e, acima de tudo, do tamanho do grão da solda ou do chapeamento. Este artigo indica algumas recomendações sobre as estratégias para inspeções por ultrassom. Além disso, o documento dará recomendações para melhorar a inspecionabilidade.
Introdução
Os austeníticos, soldas em metais dissimilares e chapeamentos apresentam problemas similares à inspeção por ultrassom devido à direção, divisão, refração e absorção do feixe. Como esperado, a maior parte das publicações sobre inspeção por ultrassom foram realizadas em indústrias nucleares. A indústria nuclear foi a primeira a origem de problemas em tubos de aço inoxidável fundido (especificamente para grão grande e sua orientação), e será o primeiro a ser analisado. Em geral, eles mostram que
- As ondas ultrassônicas com comprimentos menores mas ligeiramente maiores que os grãos funcionam melhor;
- As ondas longitudinais possuem melhor penetração que as ondas de cisalhamento;
- As ondas SH funcionam (mas o dispositivo EMAT possui baixa resolução de sinal-ruído)
- As ondas duplas (ou gêmeas) são as melhores para esta inspeção. (As sondas de elemento duplo pulsam de um lado do array e recebem no outro lado para reduzir as reflexões próximas à superfície).
Primeiramente, a indústria nuclear estava interessada em aços inoxidáveis fundidos, que possuem grãos enormes. Os ensaios experimentais mostrados aqui deixam claro que a detecção de defeitos era muito baixa. Em grande parte, estes resultados se aplicam ao Inconel e soldas relacionadas (chapeado, soldas de metais dissimilares), uma vez que os problemas são os mesmos; o tamanho e a orientação dos grãos austeníticos e a refração,
absorção e reflexão do ultrassom. A radiografia apresenta os mesmos problemas do ultrassom; os grãos largos embaçam a imagem, tornando a detecção do defeito muito difícil.
Na indústria petroquímica – também uma grande usuária de ligas resistentes à corrosão (CRA, na sigla em inglês) – a questão é outra. Existem poucos estudos publicados sobre soldas de metais dissimilares e tubulações revestidas; isto não chega a ser uma surpresa visto que toda informação é considerada comercial e exclusiva.
O problema pode ser resumido da seguinte maneira: os materiais ferríticos sofrem uma transformação de fase durante o resfriamento, produzindo uma estrutura de corpo-centrado cúbico quase aleatória. As soldas austeníticas, por outro lado, não sofrem transformação, então, a microestrutura austenítica é:
-γ-Fe (face cúbica centrada), não magnética
-Estrutura com grãos largos (até vários mm)
-Anisotrópica: as características físicas do material (velocidade do som, atenuação, inclinação do feixe) dependem da orientação do cristal.
Na prática, a microestrutura determina a inspecionabilidade dos austeníticos.
Evolução até os dias de hoje
Nuclear: a indústria nuclear realizou uma quantidade significativa de pesquisas sobre materiais austeníticos, incluindo modelagem extensiva (1); o problema com a modelagem é que a microestrutura pode variar, então existem limites claros para a aplicação. Os alvos principais foram os aços inoxidáveis modelados por centrifugação (CCSS, sigla em inglês). Os resultados típicos são exibidos na figura 1, embora os resultados reais, novamente, dependem substancialmente da estrutura. Os grãos do aço inoxidável fundido tendem a ser significativamente maiores que outros austeníticos, com dificuldades de inspeção associadas. Outro problema com os aços inoxidáveis modelados por centrifugação é que o tamanho do grão varia com a velocidade de arrefecimento, a posição no tubo, o procedimento, etc., diferentemente dos processos de solda mais bem controlados.
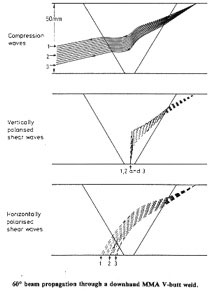
Figura 1: modelo de propagação de feixe em soldas austeníticas para diferentes tipos de ondas.
As técnicas de inspeção nuclear usam, normalmente, transdutores de onda longitudinal de baixa frequência (ou array), por exemplo: 1 MHz para paredes de até 50 mm (2, 3), ou até menos. Isso reduz a sensibilidade. No princípio, inspeções raster de onda longitudinal foram usadas para ajustar os ângulos, conforme as normas ASME. As sondas convencionais sofrem com por causa de zona focal limitada e dos ângulos fixos. Recentemente, o interesse da indústria nuclear em S-scans de Phased Array aumentou, e vários métodos de S-scan são utilizados (veja figura 2).

Figura 2: Esquema exibindo várias passadas de rastreamento sobre a solda.
Recentemente, com a chegada do Phased Array, foi desenvolvido o array TRL (Transmissão e recepção longitudinal) [4, 5]. A sonda TRL PA usa uma matriz limitada para proporcionar foco e orientar o feixe lateral para ajuste de profundidade focal. Normalmente, as sondas são formadas por uma matriz dupla, com duas linhas em cada lado e uma quantidade variável de elementos que definem o comprimento. Uma sonda TRL PA comum pode ser composta de 4×15 elementos em dois pares de colunas, como mostrado de forma esquemática na figura 3.
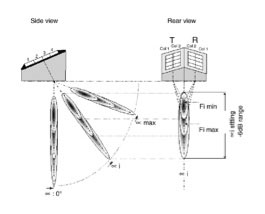
Figura 3: esquema de sondas TRL-PA, exibindo array duplo e feixes angulares.
As sondas TRL PA apresentam vantagens significativas se comparadas aos transdutores de elemento único:
- Em primeiro lugar, a zona morta da superfície é minimizada.
- Em segundo, o nível do ruído próximo à superfície é reduzido significativamente.
- Em terceiro, os Phased Array podem executar S-scan em uma variedade de ângulos e posições.
- Em quarto, a sonda TRL matriz pode fornecer foco com profundidade variável.
A sonda TRL PA utiliza vários S-scans e proporciona resultados de detecção muito melhores que o ultrassom convencional ou um transdutor de elemento único (veja figura 4). A sonda TRL também proporciona melhor dimensionamento lateral por causa do controle da forma de feixe. Porém, as sondas TRL PA são difíceis de calibrar e de manipular se comparadas às sondas lineares, e precisam ser personalizadas de acordo com a aplicação.
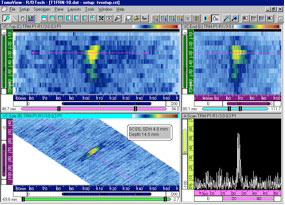
Figura 4: resultados da sonda TRL PA em SDH de 5 mm em aço inoxidável fundido
Em contrapartida, a difração do tempo de voo não oferece bons recursos de inspeção já que o grão tende a ser muito grande para detecção satisfatória dos defeitos (6).
Aplicações petroquímicas: Isso inclui chapeados, tubulações, tanques LNG e soldas metálicas dissimilares. No geral, estas aplicações são recentes e tendem a usar grãos de tamanhos controlados com procedimentos de solda automatizados. Deste modo, elas tendem a ser relativamente simples se comparadas às fundições. A maioria das aplicações são exclusivas, mesmo que os princípios
básicos estejam bem definidos.
A figura 5 apresenta um exemplo de inspeção de solda com metal dissimilar, usando uma técnica exclusiva de calibração Phased Array com refletores através do material da solda. Neste procedimento, são utilizados ondas de cisalhamento e longitudinal. As reflexões na superfície chapeada são claramente visíveis na figura 5 (7).
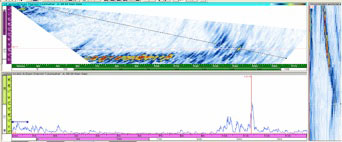
Figura 5: Inspeção de solda DSM usando S-scan Phased Array.
O vinco acima e bem visível (seta).
O chapeamento apresenta problemas semelhantes, uma vez que os feixes não podem ser ignorados devido à conversão do modo. Novamente, recomenda-se a combinação de S-scans com ondas de cisalhamento ou ondas longitudinais. A figura 6 mostra a placa chapeada com vincos para referência. Os vincos são visualizados com nitidez com o ruído de baixo nível.
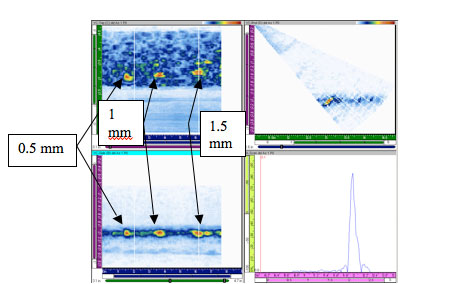
Figura 6: Placas chapeadas com vincos de 0,5 mm, 1 mm e 1,5 mm de profundidade
O recurso de inspeção através de solda é uma vantagem importante, embora, normalmente, as coroas não soldadas não precisam ser removidas.
Os tanques de gás natural líquido usam aços austeníticos de níquel 9% para resistir à baixa temperatura. Novamente, o mesmo princípio físico é aplicado: as ondas longitudinais funcionam melhor que as ondas de cisalhamento. A figura 7 mostra um exemplo de um método de discriminação de zona (patenteada) para tanques LNG, que similar ao método para tubulação (8).
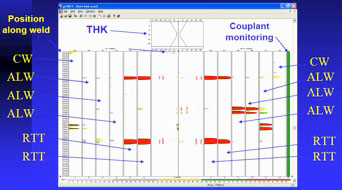
Figura 7: técnica de registro de fita para inspeção de tanques LNG Cortesia da CB&I.
Outras empresas também estão desenvolvendo técnicas originais para inspeção. A Applus RTD usa um método de discriminação de zona similar para 7 (9). A AIT usa um método de E-scan com sobreposição de solda, como mostrado na figura 8.
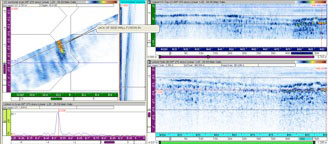
Figura 8: E-scan e A-scan (esquerda) de ausência de fusão em solda LNG. Cortesia da AIT (7).
Os métodos de discriminação de zonas tendem a ser mais rápidas, embora forneçam imagem de menor qualidade. Os avanços recentes nos sistemas mais avançados permitirão a inspeção diária de soldas de tubulações sob as condições mais exigentes (10). O novo PipeWIZARD v4 pode trabalhar com transdutores de elemento duplo (por exemplo, TRL PA).
As inspeções de solda superaustenítica realizadas no EWI chegaram a conclusões similares sobre inspecionabilidade (11).
Estratégia de inspeção por ultrassom recomendada
Esperamos deixar claro neste documento que existem várias técnicas para inspeção austenítica e, no geral, elas são conhecidas. A principal característica é o tamanho do grão; grãos grandes causam problemas de inclinação, de decomposição e de atenuação. Neste sentido, as aplicações petroquímicas mais recentes tendem a ser mais inspecionáveis que as antigas aplicações nucleares para tubos CCSS.
Quanto à estratégia de inspeção, existe um método simples que toda empresa que realiza inspeções AUT podem utilizar.
- Tente inspecionar a soldadura com ondas de cisalhamento convencionais "prontas para uso"
- Se isto não funcionar, tente usar um calço de onda longitudinal.
- Reduza a frequência de, digamos, 5 MHz para 2 MHz ou 1 MHz (dependendo da espessura)
- Se o ruído da superfície próxima for elevado, tente um método com sonda dupla.
- Quando a onda e a frequência adequadas forem determinadas pelo ultrassom convencional, alterne para Phased Array usando o mesmo tipo de onda, frequência e abertura
- Desenvolva um procedimento com array codificado e S-scans para realizar cobertura completa em vários ângulos.
- Se os níveis de ruído permitirem, junte os dados para otimizar a interpretação.
Note que este método abrangente pode ser desnecessário se o tamanho do grão for pequeno. Por exemplo, a figura 9 exibe S-scans de Phased Arrays de um tubo soldado com solda austenítica fina usando solda autógena. A taxa de resfriamento era alta, portanto os grãos eram pequenos — então, as ondas de cisalhamento tradicionais eram adequadas para a inspeção.
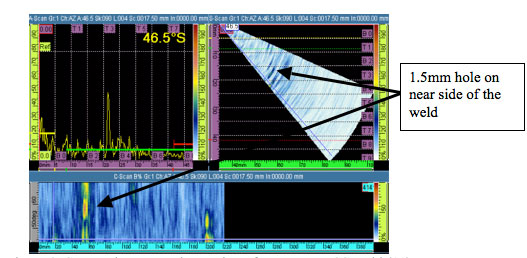
Figura 9: S-scan de inspeção com onda de cisalhamento de solda austenítica SS (11)
Possibilidades de redução de tamanho dos grãos
Obviamente, reduzir o tamanho do grão é fundamental para aumentar a inspecionabilidade de austeníticos. Porém, todas as técnicas descritas abaixo podem aumentar os custos e aumentar a probabilidade causar defeitos de falta de fusão (LOF, sigla em inglês) [11].
1. Redução de entrada de calor: os principais problemas da entrada de calor são a velocidade de deslocamento e da corrente. A voltagem tem um efeito menor. O tamanho do grão depende da taxa de resfriamento. Os maiores efeitos da taxa de resfriamento são a entrada de calor, a espessura da placa e o pré-aquecimento. Além disso, o pré-aquecimento não é prático para controlar o tamanho do grão austenítico. Parece que a entrada de calor e, particularmente, a velocidade de deslocamento e da corrente são os melhores parâmetros para controlar se o grão será reduzido ao tamanho de interesse.
2. Cabo com diâmetro menor: cabos menores também podem disponibilizar grãos menores devido à redução de entrada de calor. Eles devem proporcionar maior resistência à fratura, porém o processo de soldagem será mais longo. Se tempo é um fator importante, cabos pequenos podem ser um problema.
3. Alterar processo de soldagem: aparentemente, alguns processos produzem grãos menores que outros. O PGMAW utiliza impulsos para reduzir a entrada de calor e ainda apresenta bons recursos de fusão. Todos os processos com intensidade mais alta, como o plasma ou PGMAW, serão melhores que o TIG, por exemplo.
4. Mudar a composição metálica da solda: matais mais ferríticos produzem grãos menores. Isto trará consequências na resistência à corrosão, ou à força. Primeiramente, se um austenítico for escolhido, é improvável que algum ferrítico seja um substituto adequado.
5. Nucleação: como o tamanho do grão é uma função real de nucleação e expansão, a nucleação deve oferecer redução potencial do tamanho dos grãos. Foi sugerido o boro (B), muito embora, aparentemente, ele pode provocar rachaduras. Esta é uma solução duvidosa.
Resumo
- Não parece existir uma solução perfeita para austeníticos, soldas de metal dissimilar e chapeados, e talvez ela nunca existirá.
- A chave é a microestrutura da solda; se os grãos forem grandes e direcionados, existirão problemas.
- A solução atual é testar várias técnicas de forma hierárquica, e escolher a técnica mais apropriada.
Referências
- J.A. Ogilvy, "Ultrasonic Beam Profiles and Beam Propagation in Austenitic Weld using a Theoretical Ray Tracing Model", Ultrasonics, Vol. 24, No. 6, 1986, p. 337.
- M. Delaide, G. Maes e D. Verspeelt, "Appendix VIII qualification of manual phased array UT for piping", G Maes, J Berlanger, J Landrum and M Dennis, Insight Vol. 48, No. 4, Abril 2006, P. 240.
- A. Bulavinov, M. Kröning e F. Walte, "Ultrasonic Inspection of Austenitic and Dissimilar Welds", 4ª Conferência Panamericana sobre END, Buenos Aires, Outubro de 2007.
- M. Delaide, G. Maes e D. Verspeelt, "Design and Application of Low-Frequency Twin Side-by-Side Phased Array Transducers for Improved UT Capability on Cast Stainless Steel Components", 2ª Conferência Internacional sobre Integridade Estrutural para Componentes Nucleares e Pressurizados, Nova Orleans, Maio de 2000.
- G. Selby, "Developments in the USA: Looking to the Future", 6ª Conferência Internacional de END sobre Integridade Estrutural para Componentes Nucleares e Pressurizados, Budapeste, Hungria, Outubro de 2007.
- R. Martinez-Oña, S. Viggianiello e A. Bleuze, "On Qualification of TOFD Technique for Austenitic Stainless Steel Welds Inspection", Conferência Europeia de END, 2006, Berlim.
- J. Halley e M. Moles, "Advances in the NDT of Dissimilar Metal Welds", Materials Evaluation, December 2008, P. 1241.
- R. Kruzic, "Ultrasonic Examination of 9% Ni Inner Shells of Liquid Natural Gas (LNG) Storage Tanks", FabTech 2008
- J. van der Ent, N. Findlay, N. Portzgen, O. Nupen, G. Endal e O. Forli, "Automatic Ultrasonic inspection of Pipeline CRA Layer", 12ª Conferência Ásia-Pacífico sobre END, 10 de novembro de 2006, Auckland, Nova Zelândia. PWZ v4, Austrália
- M. Lozev et al., "Inspection of Superaustenitic Stainless Steel Welds using Phased Array Ultrasonic Testing", EWI Project No. 446461RP, Abril 2003.
- S. Rigault e M. Moles, "PipeWIZARD Version 4 - A New, Improved Pipeline AUT Girth Weld Inspection System", Materials Australia, Surfer's Paradise, Australia, August 2009.
- D. Fairchild, comunicação privada.
