Cenário
Os tubos revestidos com ligas resistentes à corrosão (CRA, sigla em inglês) são cada vez mais utilizados para o transporte de materiais quentes e corrosivos devido à maior resistência à corrosão proporcionada pelas ligas CRA utilizadas no revestimento do tubo. No entanto, a camada de proteção que essas ligas fornecem também impede a inspeção efetiva das soldas circunferenciais dissimilares pelo ultrassom em tubulações. As indústrias têm procurado uma solução simples e confiável para esse problema específico.
Desafio
A inspeção ultrassônica de soldas circunferências dissimilares em tubulações revestidas com ligas resistentes à corrosão apresentam desafios particulares. Como o material da camada de revestimento (Inconel, aço inoxidável, etc.) difere do material original (aço carbono), a qualidade da interface entre esses materiais faz com que o ressalto na parede interna (ID) do tubo seja imprevisível, ou mesmo impossível. Além disso, a estrutura anisotrópica do revestimento e a solda provocam a conversão do modo de ultrassom e causam inclinações diferentes no feixe. Consequentemente, técnicas de alta precisão como discriminação de área não podem ser utilizadas. Usar a segunda perna do feixe de ultrassom no modo pulo-eco é impossível, isso dificulta muito a inspeção da coroa e da subsuperfície.
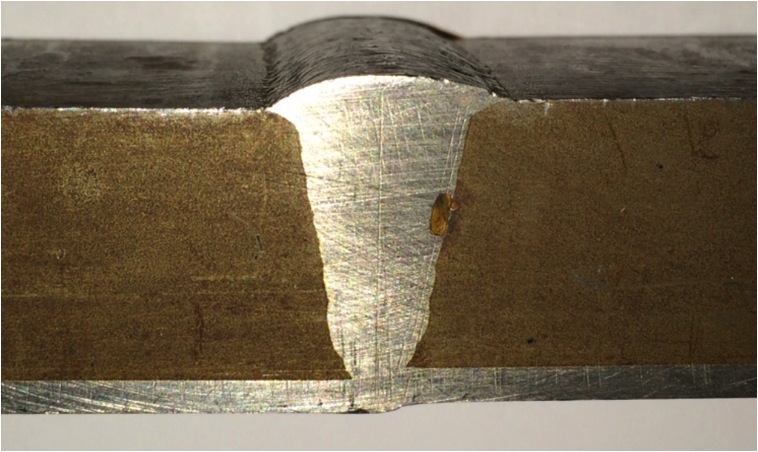
Perfil de solda circunferencial dissimilar de tubo revestido de CRA
Solução
A Olympus desenvolveu a sonda Dual Matrix Array (DMA) com o objetivo de aumentar a capacidade de detecção e do dimensionamento dos defeitos localizados na raiz, no volume e na superfície de soldas dissimilares de tubos revestidos de grande diâmetro. (Para mais informações sobre Dual Matrix Array, por favor, consulte a nota de aplicação: Dual Matrix Array para inspeção de soldas com ruído acústico.)
Os testes apresentados nesta nota de aplicação foram realizados em uma amostra de tubo de 36 polegadas usando uma sonda DMA de 2,25 MHz com duas matrizes de 28 elementos (7 × 4) montadas em um calço de onda longitudinal a 55°.
 | 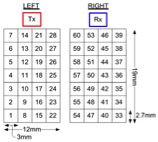 |
À esquerda: imagem da sonda DMA; à direita: esquema da distribuição dos elementos
O aparelho portátil por Phased Array, o OmniScan MX2 32:128 PR, foi programado para assegurar a cobertura total da solda sem omitir a parede interna do tubo. Dois grupos diferentes foram utilizados:
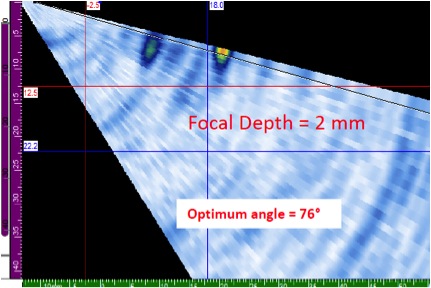
- Grupo 1 com setor de varredura com onda longitudinal de 30° a 76° com foco a 2 mm de profundidade para cobrir o volume superior da solda e da superfície
- Grupo 2 com setor de varredura com onda longitudinal de 30° a 76° com foco a 20 mm de profundidade para cobrir o volume superior da solda e da superfície
A figura abaixo mostra a modelagem dos feixes gerados na interface entre 2 matrizes.
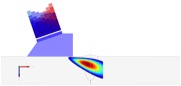 |  |
Representação de modelagem de feixe: (esquerda) feixe de onda longitudinal a 75° com foco a 2 mm (peça do grupo 1); (direita) feixe de onda longitudinal a 45° com foco a 20 mm (peça do grupo 2)
A inspeção foi realizada manualmente sem auxílio de escâner ou dispositivo de codificação.
Equipamento
Os seguintes equipamentos são usados para inspeção:
|
Aparelho Phased Array:
1 sonda Dual Matrix Array: 1 calço plano: Software: |
OmniScan MX2 32/128 PR (U8100149)
2.25DM7X4PM-19X12-A17-P-2.5-OM (U8331715) SA17-DN55L0-IHC (U8831948) NDT SetupBuilder Software 1.0R5 TomoView (opcional) |
O modelo utilizado para os testes foi um tubo de aço carbono de 36 polegadas de diâmetro com 3 mm de espessura de ligação mecânica de Inconel 625. O material da solda também é composto de Inconel 625.
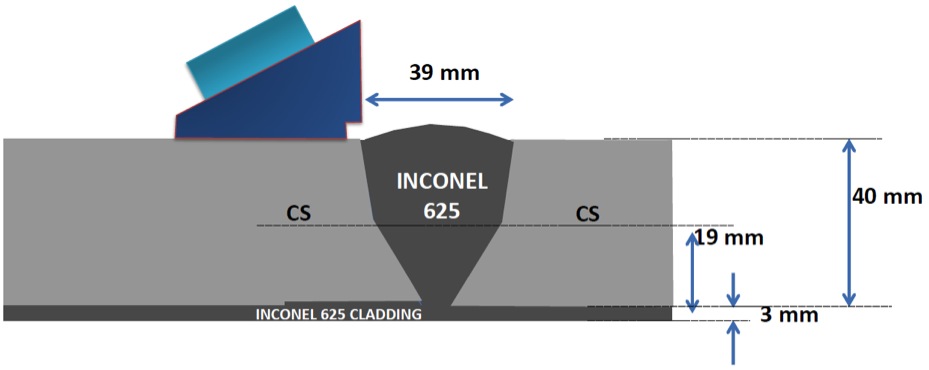
Esquema da configuração do tubo revestido
O conjunto de defeitos de referência é mostrado abaixo. Inclui: orifícios perfurados lateralmente de 2,5 mm localizados no centro da solda em T/4, T/2 e 3T/4, assim como a 10 mm de comprimento e 2 mm de profundidade dos sulcos na superfície localizados na parte inferior, superior e na raiz.

Esquema dos defeitos de referência do modelo do tubo revestido
Resultados
Todos os orifícios perfurados lateralmente (SDH, sigla em inglês) foram detectados com uma relação de sinal-ruído superior a 45 dB. Os orifícios perfurados lateralmente em 3T/4 e T/2 foram detectados com o grupo 2 com foco de 20 mm, os orifícios localizados em T/4 foram localizados com o grupo 1 com foco de 2 mm.
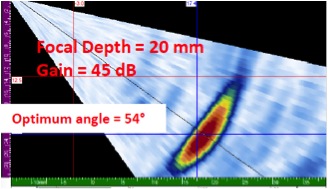 | 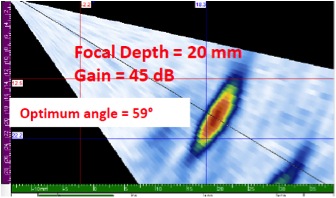 |  |
Detecção de orifícios (SDH): 3T/4 à esquerda; T/2 no centro; T/4 à direita
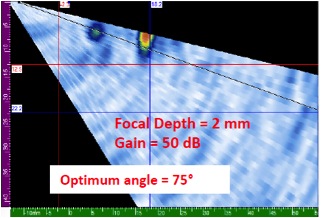
O sulco inferior localizado no mesmo lado da sonda e o sulco localizado na parte superior da solda foram detectados com uma relação de sinal-ruído superior a 40 dB com o grupo 1 com foco de 2 mm (como mostrado abaixo). O sulco localizado na raiz foi detectado com facilidade com o grupo 2 com foco a 20 mm, no entanto, a imagem não foi registrada.
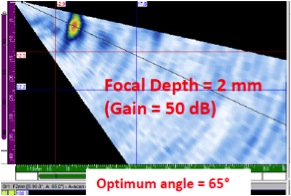 |  |
Detecção do sulco localizado na posição inferior (à esquerda); na parte superior no centro da solda (à direita)
É importante notar que:
Os resultados apresentados nesta nota de aplicação referem-se à utilização da sonda DMA de 2,25 MHz em tubo revestido de diâmetro grande. Os resultados discutidos nesta nota de aplicação não podem ser transferidos para tubos de diâmetros pequenos. Para inspeção de tubos de diâmetro pequeno, por favor, consulte a nota de aplicação “Inspeção de tubos de aço austenítico de diâmetro pequeno com sonda Dual Linear Array (DLA).”
Além disso, essa inspeção foi realizada manualmente, sem escâner ou codificador. Embora essa técnica seja versátil, ela também depende do operador. Portanto, esses resultados não podem ser transferidos para ambientes com alta taxa de produção. A Olympus também está desenvolvendo soluções para esse tipo de ambiente com a utilização de ferramentas similares.
Conclusão
Trabalhar com a sonda DMA de 2,25 MHz juntamente com o OmniScan MX2 32:128 PR pode ser vantajoso para realização de inspeção de tubos revestidos com grandes diâmetros. A cobertura completa da solda dissimilar foi assegurada. Os orifícios localizados no volume e nos sulcos localizados no diâmetro externo e interno podem ser detectados usando como cenário de inspeção de dois grupos que conduzem feixes com ondas longitudinais entre 30° e 76°, com foco a 2 mm e 20 mm.
Esses resultados são promissores, a Olympus está engajada em desenvolver ainda mais essa estratégia para expandir a utilização dessas ferramentas para tubos revestidos de pequeno diâmetro e ambientes com alta taxa de produção.
