Application
Testing the bond between Babbitt metal bearing liners and steel or bronze bearing shells and measuring the liner thickness.
Background
Babbitt metal, first formulated in 1839, is an alloy of tin or lead, copper, and antimony that is commonly used as a rolling contact surface in friction bearings because of its low coefficient of friction, good load-bearing and lubrication properties, and resistance to galling. Babbitt bearings typically consist of a relatively thin layer of Babbitt cast over a steel or bronze shell that provides structural strength. Proper bonding between the Babbitt liner and the steel or bronze shell is essential for performance, and the thickness of the Babbitt is often of interest as well. Babbitt bonding and thickness can be readily tested with ultrasonic flaw detectors if the Babbitt layer thickness is greater than approximately 0.2 mm (0.008 in.).
Equipment
Any Olympus flaw detector can be used for this test. These include the EPOCH® 6LT, and EPOCH 650 instruments. Selected contact or delay line transducers can be used as described below.
Procedure
(a) Bond test from the outer surface of a bearing
In cases where the outer surface of the bearing shell is accessible and concentric with the inside diameter (ID), the simplest procedure is to test from the outside with a small contact transducer, typically in the frequency range from 10 MHz to 2.25 MHz. Common choices include the V112-RM (10 MHz), V110-RM (5 MHz), and V106-RM (2.25 MHz) transducers. If the liner is bonded, a small echo from the shell/liner boundary will be followed by a larger echo from the liner ID. If the liner is disbonded, there will be only a large echo from the inner surface of the shell.
The waveforms below show a typical response from a 2 mm (0.080 in.) Babbitt liner inside a 17.75 mm (0.700 in.) steel shell, using a V112-RM contact transducer. In the waveform example below, on the left, the small negative echo in the red gate followed by an echo in the blue gate represents a bonded condition. In the waveform on the right, the much larger negative echo in the red gate and the absence of an echo in the blue gate represents a disbond.
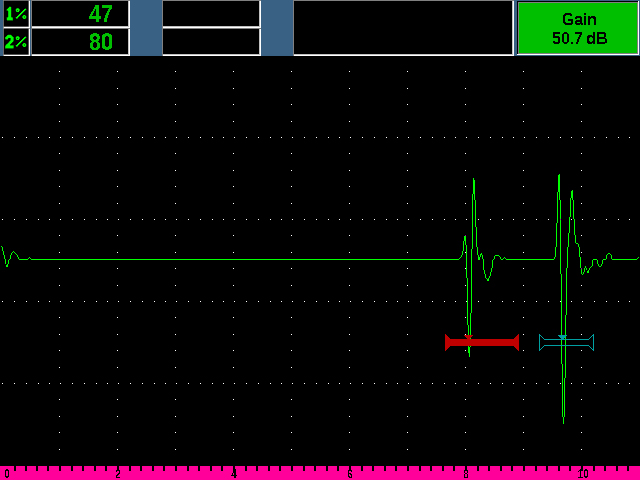 | 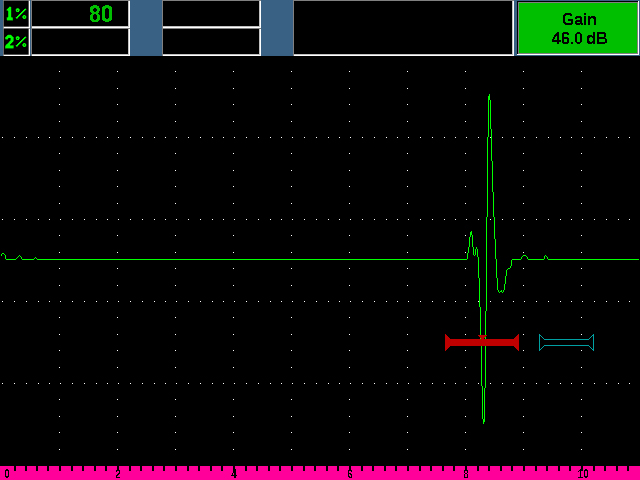 |
| Typical waveform from a bond | Typical waveform from a disbond |
(b) Bond testing from the inner surface of a bearing
Liner bonding can also be tested from the ID using a small-diameter delay line transducer, typically with a broadband delay line that has been radiused to conform to the ID curvature for optimum coupling. Frequency ranges from 20 MHz for very thin Babbitt (under 0.5 mm [0.020 in.]) to 2.25 MHz for thick Babbitt (5 mm [0.200 in.] or greater). Common choices include the V208-RM (20 MHz), V202-RM (10 MHz), V206-RB (5 MHz), and V207-RB (2.25 MHz) transducers with radiused delay lines. This test is based on both echo phase and amplitude. If the Babbitt is bonded, there will be a positive polarity reflection from the liner/shell boundary. If the Babbitt is disbonded, the echo will be negative and significantly larger. This is due to the relative acoustic impedances of the two metals. The waveforms below show a typical response from a 2 mm (0.080 in.) Babbitt liner inside a steel shell, using a V202-RM delay line transducer. In the waveform on the left, the small positive echo in the gate represents a bonded condition. In the waveform on the right, the much larger negative echo followed by multiple reflections represents a disbond.
 | 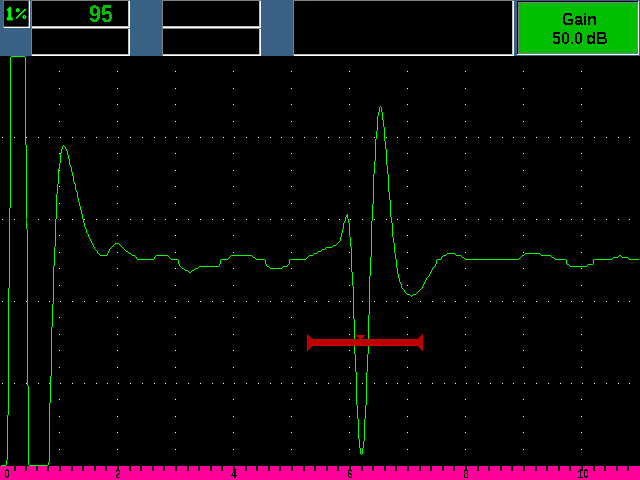 |
| Typical waveform from a bond | Typical waveform from a disbond |
(c) Babbitt thickness measurement
Babbitt thickness can be measured from the outside or inside diameter. Thickness measurement uses the same transducers as the bonding test and can be performed simultaneously. The waveform below shows a typical thickness measurement from the ID of a bearing. Note that Babbitt metal is very soft and thus has a very slow sound velocity for a metal—typically about 3350 m/s (0.1315 in./µs) for tin-based Babbitt alloys and about 2285 m/s (0.0900 in./µs) for lead-based Babbitt.
 |
| Babbitt thickness measurement |
For further information on Babbitt bearing testing or any other ultrasonic test applications, contact Olympus.

