用途:
標準のリニア横波検査では不可能な、小径 / 薄肉のオーステナイト鋼パイプの検査。
問題:
標準のリニア横波検査では、この用途の要件に十分対応することができません。 小径かつ薄肉の溶接パイプが持つ音響的特性は、デュアルリニアアレイという特別な要件を要求します。 対象ゾーンでビームの集束が起こるようにするには、直径に合ったさまざまなウエッジのルーフ角が必要になります。
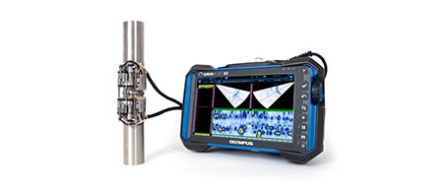
対処方法:さまざまなルーフ角のニーズに対処するため、オリンパスは各種ルーフ角を1つの標準筐体に納めたデュアルリニアアレイプローブを開発しました。 このプローブは、外径範囲1インチ~4.5インチをカバーするパッケージに含まれるウエッジに適合し、COBRA小径パイプ溶接部スキャナーに装着され、OmniScan SX探傷器に接続して使用することができます。 このパッケージは、リニア横波では検出できない、ノイズの多い材料や減衰量の多い材料内の欠陥の検出に適した検査ソリューションです。 | 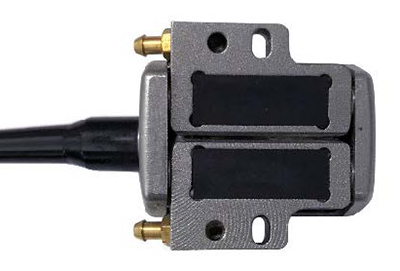 |
| アイテムナンバー | 製品型番 | 内容 |
| Q3301132 | 5DL16-12X5-A25-P-2.5-OM | 標準フェーズドアレイプローブ、5 MHz、16素子デュアルアレイ、合計開口幅12 × 5 mm、ピッチ0.75 mm、エレベーション5 mm、筐体タイプA25、Rexoliteに一致させた音響インピーダンス、PVC被覆、ケーブル長2.5 m、OmniScanコネクターx 1。 |
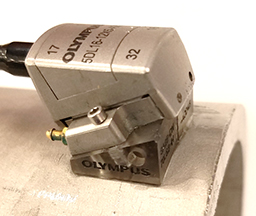
| Q7201159 | SA25-DN70L-Kit | SA25-DN70L平面ウエッジx 1、公称パイプサイズ(NPS)外径0.84インチ~4.5インチをカバーするSA25-DN70L曲面ウエッジx 9。 IHオプション(送水系とスキャナーのホルダーへの固定用穴)あり。 A25デュアルアレイプローブに適合。 重要: この製品で使用するOmniScan用のフォーカルロウは、OmniScan探傷器では作成できません。NDTセットアップビルダーを使用して作成する必要があります(TomoViewも使用できます)。 この製品では、COBRAスキャナーの使用に必要な最低高さ制限が高くなります。 |
| U8750063 | COBRA-HALF | 外径0.84インチ~4.5インチパイプ検査用片側COBRAスキャナーパッケージ、送水系パーツおよびセットアップテンプレートを含むプローブx 1使用。 OmniScan MX2およびSX対応のLEMOコネクター付きエンコーダーケーブル2.5 m。 ウエッジとプローブは付属しません。 |
| Q1000036 | OMNISXPA1664PR-A25-SA25 |
OmniScan SXおよびA25 COBRAスキャナーDLAプロモーションキット。 OmniScan SX 16:64PRポータブルフェーズドアレイデータ収集装置(従来型UTチャンネルx
1含む)、ACアダプターバッテリー、キャリーケース、SDカード、USBメモリー、アンチグレアスクリーンプロテクターx
2、印刷版のユーザーズマニュアル、OmniScanソフトウェアユーザーズマニュアル入りUSBキー、1年保証付き。 OmniPC HASPキーx
1とOmniPCおよびNDTセットアップビルダー(OMNIPC-A)x 1。
外径0.84インチ~4.5インチパイプ検査用片側COBRAスキャナーパッケージ(COBRA-HALF)x 1、5 MHz、16素子デュアルリニアアレイプローブ、COBRAスキャナー用A25筐体(5DL16-12X5-A25- P-2.5-OM)x 1、A25シリーズウエッジキット(平面ウエッジx 1と成形ウエッジx 9を含む)(SA25-DN70L-KIT)x 1、PA技法の開発用ES BeamToolバージョン8 HardLock(HASPキー)パッケージ(SOFT-ESBEAM8HL)。 |
セットアップソリューションをセットアップするには
| 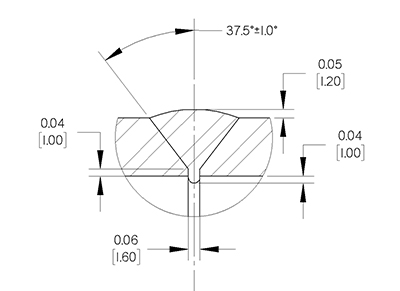 |
結果は、検査の溶接中心線に2つのピークを持つ反射源となります。
 |  |
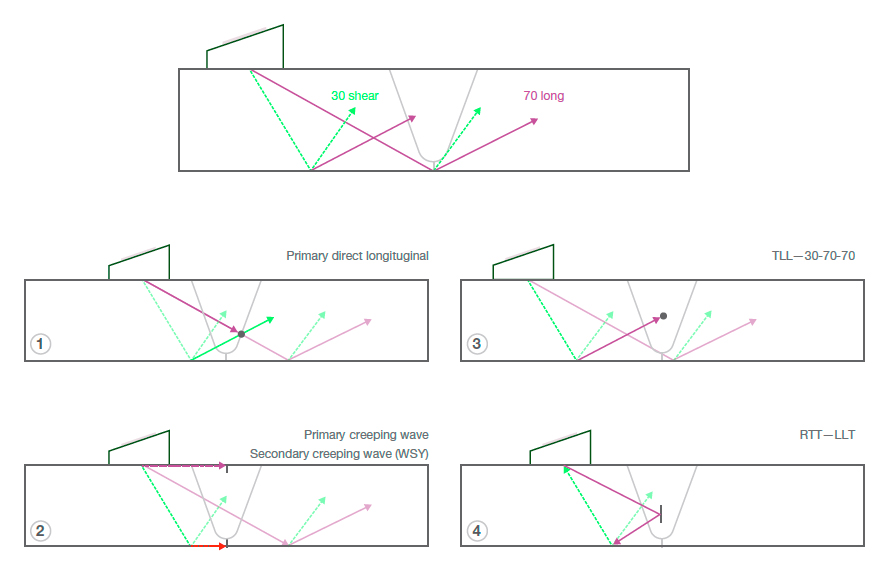
以下に示すのは、縦方向デュアルリニアアレイの考えられる信号経路図です。 ゲートが正しくセットアップされている場合、Aゲートは縦方向の圧縮速度で進むテクニック1と2を表示し、正しい位置に溶接オーバーレイをプロットします。 Bゲートは、少なくとも1つの横波レグを含むテクニック3と4を表示し、正しくプロットしない場合でも欠陥の検出と長さサイジングには役に立ちます。
結果:
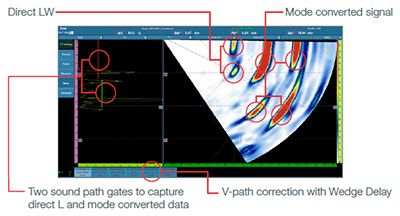
校正済みのセットアップを使用してスキャンを行い、データを記録しました。 Aゲートで、溶接部の形状とともに、パイプ内にある4つの欠陥からの信号レスポンスが記録されていることがわかりました。 C-スキャンを変更してBゲートを表示すると、 モード変換信号の表示で、スキャン軸に沿って欠陥の位置が容易に識別できます。
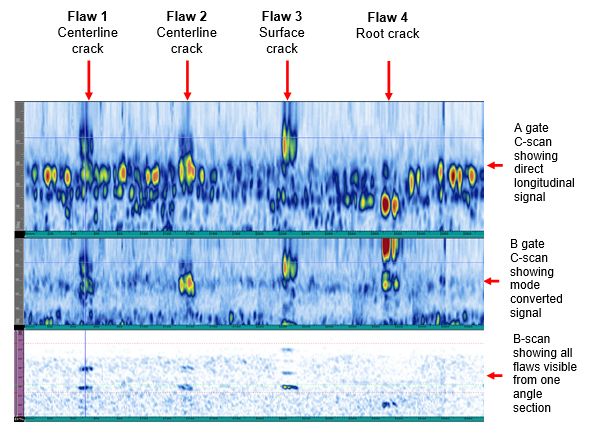
次に、各欠陥をA-C-R-Sビューで観察しました。 このビューでは、スキャンアクセス、カーソルが置かれているA-スキャン、および溶接部内で欠陥指示が存在する位置を示すR/Sスキャンに従って各欠陥指示を表示できます。 私たちはAゲートのデータを観察して、モード変換信号から他の欠陥指示が示されていることを考慮しつつ、正確にプロットされているかどうかを検証しました。
*欠陥指示の位置が正確なのは、直接縦波がAゲートのしきい値を超えた場合のみです。
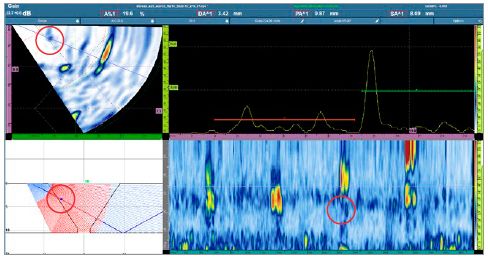
欠陥1は中心部の縦割れであり、AゲートとBゲートの両方で検出されました。 溶接内のルート状部分のすぐ上に、中心部の縦割れが正確にプロットされているのがわかります。 2つ目のモード変換信号もあり、位置はずれているものの、欠陥の検出とスキャン軸上の長さサイジングには役立ちます。
 | 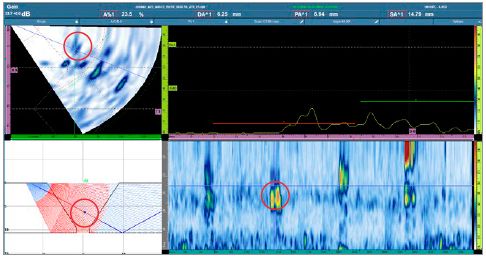 |
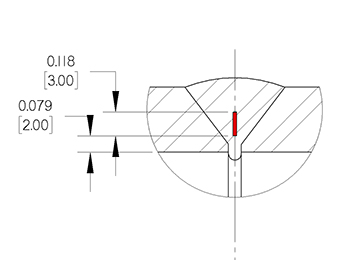
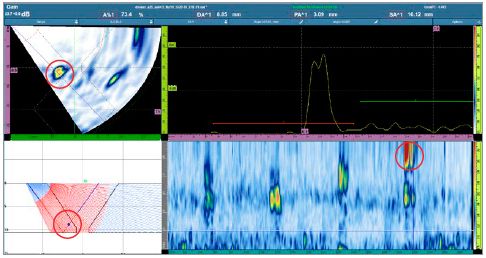
欠陥2はもう一つの中心部の縦割れであり、モード変換信号でははっきりと検出されていますが、直接縦波ではごく弱く表れています。 この場合、欠陥は溶接部中心の振幅23.5%の位置に表示されているのがわかります。
 | 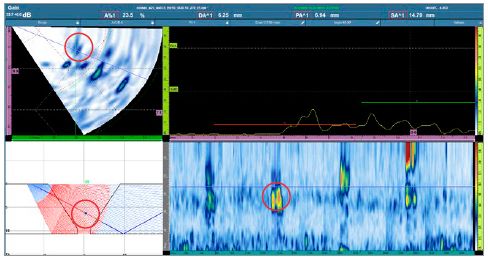 |
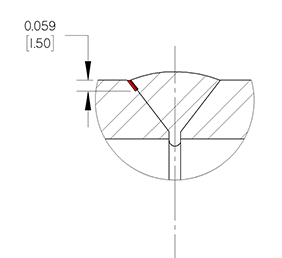
欠陥3は、溶接ベベルに沿った外部の疲労割れです。 欠陥指示はモード変換データにはとてもはっきりと表示されていますが、直接縦波では振幅19.6%に表れているだけです。
 |  |
欠陥4は、溶接ルートに沿った内部疲労割れです。 縦波信号の2つ目のレグのすぐ内側に現れ、溶接オーバーレイ上に正しくプロットされています。
 |  |
結論
A25デュアルリニアプローブでは、薄肉 / 小径のオーステナイト溶接部を検査できます。 すべての信号モードを表示するように配置されたゲートを使用することで、欠陥の検出と長さサイジングが正確になります。 検査を成功に導くには、エコー力学、デュアルリニア信号モード、およびプローブ校正を詳細に理解することが重要です。