超音波厚さ測定について
|
Tom Nelligan著
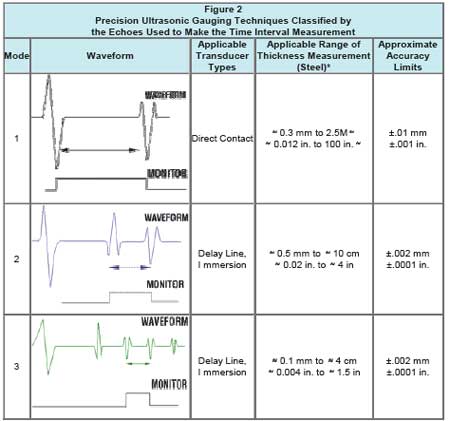
超音波厚さ測定は、対象物の厚みを片側から測定できるため、非破壊検査では広く応用されています。ソナーの原理を用いた最初の工業用超音波測定器は、1940年代後半に導入されました。1970年代には小型で持ち運びができ、多目的に使える測定器が一般的になりました。最近では、マイクロプロセッサ技術の発達により、洗練された新機能を備えた取り扱いの簡単な小型測定器が数多く出現しています。 1. 測定対象物 通常使用される工業用材料は、実質的にすべて超音波で測定できます。超音波厚さ計は、金属、プラスチック、複合材料、グラスファイバー、セラミック、ガラスの測定に使用されます。オンラインまたは製造過程で押出し成型されたプラスチック製品やロール状金属は、多層素材の個別の層やコーティングと同様に測定できる場合が多く存在します(オンラインまたはインプロセス測定)。また、液体濃度や生体サンプルも計測することができます。超音波測定によって材料が破壊されることはありません。また、材料を切断したり分断する必要もありません。 従来の測定法で対応できない一般的な材料として、木材、紙、コンクリート、発泡製品があります。 2. 超音波厚さ測定の原理 音響エネルギーをさまざまな周波数スペクトルで発生させることができます。人間は約20,000Hz(20KHz)までの比較的低い周波数の音しか、聴き取ることができません。周波数が高くなると人間の耳には、高音として聴こえます。超音波は、人間の聴覚範囲を超えた高周波の音響エネルギーです。超音波試験の多くは500kzから20MHzの範囲で行われますが、特殊な測定器を使用すると、50kHz以下の低周波や225MHzの高周波でも測定が可能になります。音響エネルギーは周波数に関わらず、波動物理の基本法則に基づいて空気や鋼鉄などの媒質を通じて伝播する、規則的かつ機械的な振動パターンで構成されています。 超音波厚さ計は、超音波トランスデューサ(超音波探触子)と呼ばれるセンサーによって生成された音波パルスが試料に伝播する時間を正確に測定するために使用されます。音波は異なる物質の境界で反射するため、測定には試料の片側から行う「パルス / エコー」測定法が適用され、試料の反対側の表面で反射したパルスの往復の伝播時間を計測します。 トランスデューサには、短い電気的インパルスによって励起する圧電素子が搭載されています。音波は試料内を伝搬し、反対側の表面または次の境界に到達します。そして到達点で反射してトランスデューサに戻り、トランスデューサで音響エネルギーが変換されて電気エネルギーに戻ります。この測定器は基本的に、反対側から反射してくるエコーとの伝搬時間差を精密に計測します。この時間間隔は、わずか数100万分の1秒です。試料内での音速を測定器でプログラム処理すると、次の通り簡単な数式を用いて試料の厚みを計算することができます。 T=(V)×(t/2) ただし T=材料の厚み V=材料内の音速 t=パルスの往復伝搬時間 この計算式では、試料内の音速が重要である点に注意してください。試料の素材が異なると音波の伝搬速度も異なり、一般的に固い素材では速く、柔らかい素材では遅くなります。また、素材の中には、温度変化に伴って伝搬速度が大幅に変化する材質のものがあります。そのため、常に超音波測定器を校正して試料内の音波速度に対応させる必要があります。測定の精度は、校正の精度によって決まります。 MHz単位の音波は、空気中では効率よく伝搬されないため、音響伝播を向上させるためのカップリング液がトランスデューサと試料の間に接触媒体として塗布されます。主なカップリング液にはグリセリン、プロピレングリコール、水、油、ジェルなどがあります。トランスデューサと試料の間にわずかに存在する空気のすき間を埋めるためのもので、微量しか使用しません。 音波が試料を伝搬する時間間隔を測定するには、3種類の方法があります。モード1は最も一般的な方法であり、音波を発生する励起パルスから最初に戻ってきたエコーまでの時間間隔を単純に計測して、測定器内部、ケーブル、トランスデューサでの遅延を補正するためにゼロオフセット値を差し引きます。モード2では、試料の表面から戻ってきたエコーと最初の底面エコーまでの時間間隔を測定します。モード3では、2つの連続した底面エコーの時間間隔を測定します。トランスデューサの種類と用途によって測定方法を選択します。
3. トランスデューサ(探触子)の種類
遅延材タイプ・トランスデューサ:遅延材タイプ・トランスデューサは、振動子と試料間に使用する遅延材としてプラスチック、エポキシ樹脂または溶融石英のシリンダを装備しています。遅延材が主に薄い材料の測定に使用される理由は、励起パルスの反射エコーと底面エコーを区別するためです。遅延材は導波体としてだけでなく、熱に弱いコンタクトタイプ・トランスデューサで測定できない高温の試料内での音波伝搬に使用するほか、曲面や限られた場所では音波を伝搬しやすいように形を加工することができます。
水浸トランスデューサ:水浸トランスデューサは、試料内に音響エネルギーを伝搬する際に水柱や水槽を使用します。そして、オンライン上で動作する製品の測定(オンラインまたはインプロセス測定)やスキャン測定、曲率半径の小さな部分や溝、チャネルへの最大伝搬効率を得るために使用します。
デュアルエレメント・トランスデューサ:デュアルエレメント・トランスデューサは、主に粗く腐食した表面の測定に使用します。個別の送信用素子と受信用素子を小角度で遅延材上に取り付け、試料の表面下の指定した距離に向けてエネルギーを集中させます。このデュアルエレメントによる測定は、他のトランスデューサによる測定と比較すると精度面で劣りますが、腐食検査では優れたパフォーマンスを示します。
4. 考慮すべき要素 超音波測定を行うときは、測定物の材料や厚みの範囲、必要とされる精度、外形、温度、その他の特殊な状況に合わせて超音波測定器とトランスデューサを選択します。考慮すべき主な要素は次の通りです。材料:測定の対象となる材料および厚みの範囲は、測定器とトランスデューサを選択する場合、最も重要な要素になります。金属、セラミック、ガラスなど一般的な工業用材料の多くは、超音波を効率的に伝搬するため、さまざまな厚みで測定することができます。また、プラスチックの大半は、超音波エネルギーを短時間で吸収するので測定可能な厚みの最大値は制限されますが、それでもあらゆる製造現場で簡単に測定できます。ゴム、グラスファイバーおよび複合材料の多くは、伝搬効率が低下するために低周波の操作に適したパルサーレシーバを搭載した、透過性のより高い測定器が必要になる場合もあります 厚み:厚みの範囲によっては、測定器とトランスデューサの種類を選択しなければなりません。一般的に薄い材料は高周波で、厚い材料や伝播効率の低い材料は低周波で測定します。遅延材タイプ・トランスデューサは通常、非常に薄い材料の測定に使用します。また、遅延材型(および水浸型)トランスデューサは、複数のインターフェースエコーによって干渉を起こす可能性があるため、測定可能な厚みの最大値も制限されます。幅広い厚み範囲または複数の材料の測定では、数種類のトランスデューサが必要になる場合もあります。 形状:試料の表面の曲率が上がると、トランスデューサと試料の間に塗布したカップリング液の効果が低下します。そのため曲率半径が増加した場合は、トランスデューサのサイズは小さくする必要があります。 曲率半径の小さな部分、特に凹曲面を測定するときは、音波を伝播しやすいよう特別に成形した遅延材タイプ・トランスデューサ、または非接触水浸トランスデューサが必要になる場合があります。また、遅延材型および水浸トランスデューサは、溝や空洞など入射が困難な測定にも使用されます。 温度:コンタクトタイプ・トランスデューサは通常、表面温度が約50℃(125° F)まで対応しています。それ以上の温度では、熱膨張によって修理不能な損傷を受ける可能性があります。その場合、遅延材タイプ・トランスデューサで耐熱性の遅延材を使用するか、水浸型もしくは高温対応のデュアルエレメント・トランスデューサを使用します。 位相の反転:試料によっては、音響インピーダンス(密度×音速)の低い材料が音響インピーダンスの高い材料に接着されている場合があります。たとえば、鋼鉄などの金属がプラスチック、ゴム、ガラスでコーティングされている場合やグラスファイバーがポリマーでコーティングされている場合です。このような場合、2つの物質の境界からのエコーが、空気の境界からのエコーによって位相反転を起こします。こうした状況では、測定器の設定の簡単な変更で対処することもできますが、正確な測定値を得るには注意が必要です。 精度:同じ用途でも測定の精度に影響を及ぼす要因として、測定器の適切な校正、物質の音速の統一、音の減衰と散乱、表面の粗さ、曲率、不十分な音の伝搬、底面の傾斜などが多数あげられます。測定器とトランスデューサを選択するときは、これらの要素をすべて考慮に入れる必要があります。校正が適切であれば、±0.01ミリから場合によっては0.001ミリの精度で測定できます。精度を高めるには、正確な厚みを示す基準試験片を使用します。一般的にモード3で遅延材型または水浸トランスデューサを使用すると、最も正確に厚みを測定できます。 5. 詳細情報
超音波測定の原則の詳細説明については、精密超音波厚さ測定の理論と応用を参照してください。また、検査手順については、各用途の注意事項を参照してください。 | |||||||||||||||||||||||||