Tubazioni di dimensioni ridotte in acciaio al carbonio

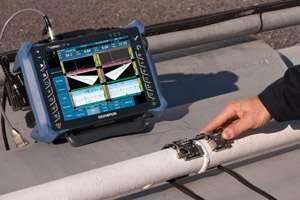
Lo scanner COBRA su una tubazione da 2,13 cm (0,84 in.) con due sonde PA A15 e un OmniScan MX2 16:64 con la visualizzazione di due gruppi phased array nelle viste settoriali e C-scan.
Panoramica
Acciaio al carbonio
Tubazione di diametro ridotto
Lo scanner manuale COBRA™ combinato con il rilevatore di difetti OmniScan® pahsed array (PA) viene usato per eseguire delle ispezioni di saldature circonferenziali su tubazioni di diametro ridotto. Il COBRA può alloggiare fino a due sonde PA per le ispezioni di tubazioni con un diametro esterno compreso tra 2,13 cm (0,84 in.) e 11,43 cm (4,5 in).
Con il suo formato sottile, lo scanner manuale può effettuare ispezioni su saldature di difficile accesso e in spazi esigui. Le componenti adiacenti come le tubazioni, i supporti e le strutture possono essere posizionate a una distanza minima di 12 mm.
Questo scanner utilizza diversi raccordi per adattare diversi diametri delle tubazioni. È sufficiente aggiungere o rimuovere dei raccordi. Inoltre il meccanismo di ritenzione a molla permette allo scanner di aderire saldamente alle tubazioni. Questa caratteristica esclusiva permette inoltre di installare e di operare con lo scanner da un solo lato quando l'accesso bilaterale della tubazione non è possibile.
Lo scanner COBRA si caratterizza dal movimento regolare in grado di permettere una precisa acquisizione dei dati con encoder. Il COBRA assicura una pressione forte, stabile e costante dando quindi un segnale UT ottimale e una precisa acquisizione dei dati con encoder intorno all'intera circonferenza della tubazione.
Applicazioni
- Tubo di caldaia
- Tubazione di diametro ridotto
Tecniche generali
Soluzioni di ispezione ad ultrasuoni per le saldature
Il rilevatore di difetti OmniScan è uno strumento ampiamente testato, affidabile, economicamente vantaggioso per le ispezioni phased array (PA) delle saldature in alternativa all'applicazione delle tecniche radiografiche. Le soluzioni Olympus di ispezione ad ultrasuoni delle saldature rappresentano dei sistemi convenienti per ispezionare le saldature in conformità alle principali norme ed esigenze produttive. Combinando in maniera ideale l'unità di acquisizione, lo scanner, l'encoder e il software, queste soluzioni possono operare praticamente ovunque. Il software in continuo sviluppo rende le ispezioni delle saldature perfino più facili, permettendo di completare più efficacemente l'intero flusso di lavoro.
Le soluzioni Olympus di ispezione delle saldature si applicano alle saldature in acciaio al carbonio o in leghe resistenti alla corrosione come quelle contenenti austenite.
Vantaggi generali:
- Veloce ispezione di saldature di differenti diametri, spessori e materiali
- Copertura totale del volume della saldatura
- Adattabile alle saldature di testa, alle saldature circonferenziali, alle saldature longitudinali, agli elementi accessibili da un solo lato e i profili più comuni delle saldature.
- Portabile per ispezioni in azienda e sul campo
Combinazione di differenti tecniche per una copertura totale delle saldature e una performance superiore
Tecnica Phased Array Impulso-eco La tecnica Phased Array è basata sulla capacità di modificare elettronicamente i fasci ad ultrasuoni generati dalle sonde contenenti diversi elementi di ridotte dimensioni. Quando questi elementi vengono eccitati mediante diversi ritardi del tempo (leggi focali), i fasci vengono orientati a differenti angoli e focalizzati a profondità specifiche. | 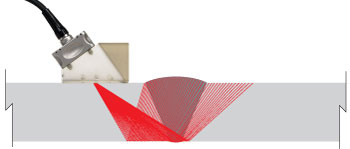 |
Tecnica Impulso-eco a UT convenzionali Questa tecnica si avvale di un trasduttore a singolo elemento per generare un fascio acustico ad un angolo costante. L'eco di ritorno verso il trasduttore viene interpretato dallo strumento per fornire informazioni sulla dimensione e la posizione. |  |
| Tecnica di diffrazione del tempo di volo Quella della diffrazione del tempo di volo (TOFD - Time-of-flight diffraction) è una tecnica ad ultrasuoni che si basa sulla diffrazione dell'energia da parte di difetti come le cricche. In seguito all'emissione dei fasci ad ultrasuoni generati dalla sonda trasmettitrice la ricezione dell'energia rifratta dal difetto avviene attraverso la sonda ricevente. La tecnica TOFD si avvale di un fascio ampio che assicura una copertura ottimale indipendentemente dall'orientamento dei difetti. | 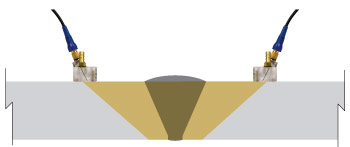 |
Onda longitudinale Trasmissione-ricezione (TRL) Questa tecnica impiega delle sonde a trasmissione e ricezione separate per generare un'onda longitudinale rifratta. L'uso di sonde separate minimizza gli effetti di disturbo del segnale di certi materiali. Questo è particolarmente vantaggioso per l'ispezione di leghe a granulosità grossolana come nel caso delle leghe all'austenite e al nichel. | 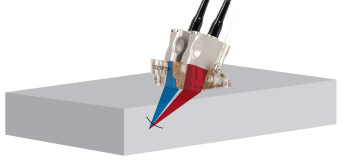 |
Tecnica dell'onda superficiale La tecnica dell'onda superficiale (creeping) viene usata nei controlli ad ultrasuoni nei quali vengono rilevate le discontinuità attraverso l'onda superficiale di ritorno passante attraverso la superficie della componente da ispezionare. | 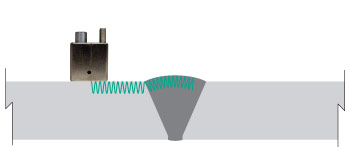 |
Controlli ad ultrasuoni (AUT) in alternativa ai controlli radiografici (RT)
I controlli ad ultrasuoni in alternativa a quelli radiografici hanno dimostrato risultati eccellenti per i recipienti in pressione, serbatoi, tubazioni ed altre componenti provviste di saldature. Le soluzioni Olympus di ispezione ad ultrasuoni di saldature sono conformi alle norme ASME e API e ad altre misure normative delle tecniche radiografiche come la raccolta di dati grezzi e l'uso di un encoder. In confronto alla radiografia convenzionale, le soluzioni Olympus di ispezione ad ultrasuoni delle saldature offrono diversi vantaggi:
- Assenza di rischi da radiazioni
- Eliminazione di interruzioni produttive.
- Archiviazione digitale in tempo reale di dati di ispezione
- Eliminazione dell'archiviazione di pellicole.
- Incremento della produttività
- Miglioramento della Probabilità di rilevamento (POD)
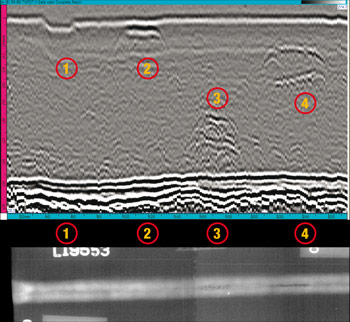
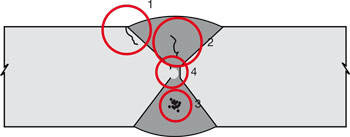
Confronto tra le indicazioni
 |
|
Possibilità di misura
| ID | Tipo di difetto | Ispezione con ultrasuoni (AUT) | Tecnica con radiografia (RT) |
| 1 | Cricca nel punto di raccordo |
• Posizione X, Y e Z
• Dimensionamento della lunghezza • Dimensionamento dell'altezza |
• Posizione X e Y
• Dimensionamento della lunghezza |
| 2 | Cricca sull'asse |
• Posizione X, Y e Z
• Dimensionamento della lunghezza • Dimensionamento dell'altezza | • Nessun rilevamento |
| 3 | Porosità |
• Posizione X, Y e Z
• Dimensionamento della lunghezza |
• Posizione X e Y
• Dimensionamento della lunghezza |
| 4 | Penetrazione incompleta della saldatura |
• Posizione X, Y e Z
• Dimensionamento della lunghezza • Dimensionamento dell'altezza |
• Posizione X e Y
• Dimensionamento della lunghezza |
Vantaggi delle soluzioni Olympus di ispezione ad ultrasuoni delle saldature
| Soluzioni Olympus ad ultrasuoni | Tecnica con radiografia (RT) | |
| Assenza di rischi da radiazione | Sì | No |
| Assenza di aree ad accesso limitato | Sì | No |
| Facilità di applicazione per l'ispezione | Sì | No |
|
Probabilità di rilevamento (POD)
(difetti planari come le cricche e le fusioni incomplete) | Eccellente | Scarso |
| Velocità d'ispezione | Eccellente | Buono |
| Capacità di misura in profondità | Elevata precisione | Scarso |
| Capacità di misura in lunghezza | Elevata precisione |
Buona precisione
|
Metodi di scansione
Ispezione bilateraleCombinando lo scanner COBRA al rilevatore di difetti OmniScan MX2 è possibile effettuare delle ispezioni bilaterali per coprire entrambi i lati della saldatura attraverso un solo passaggio, incrementando considerevolmente la produttività. Per questo tipo di ispezione, lo scanner alloggia due sonde phased array posizionate ad ogni lato della saldatura. La distanza tra le sonde può inoltre essere regolata per adattarsi velocemente a diversi spessori della saldatura.
| Ispezione monolateraleLo scanner può essere configurato rapidamente per le ispezioni dalle tubazioni alle componenti in modo da poter effettuare un'ispezione da un solo lato della saldatura mediante una sonda a singolo elemento. Olympus inoltre offre un pacchetto COBRA più conveniente che può essere utilizzato con un rilevatore di difetti OmniScan SX a gruppo singolo. Per l'ispezione di una saldatura questo pacchetto implica l'esecuzione di due passaggi.
|

Tecniche
Questa soluzione Olympus comprende delle sonde phased array a profilo basso A15 con una focalizzazione ottimizzata in altezza. In questo modo si ottiene un migliore rilevamento di indicazioni di ridotte dimensioni nelle tubazioni a basso spessore. Per completare la soluzione sono offerti degli zoccoli a profilo basso con uno speciale design in grado di adattarsi a qualunque diametro della tubazione. |  |
La sonda della serie Dual Linear Array (DLA)* A25 è progettata per ispezionare i materiali austenitici che non possono essere altrimenti ispezionati mediante una sonda A15 in modalità Impulso-eco. La sonda A25 integra un innovativo sistema che permette alle due serie di elementi di adattarsi all'angolo di tetto dello zoccolo. La seconda è ottimizzata in base al diametro della tubazione da ispezionare. |  |
Lo scanner COBRA è compatibile con le sonde UT convenzionali con elementi di 3 mm di diametro e uno zoccolo dedicato per l'esecuzione di ispezioni TOFD*. |  |
*Quando si usa una sonda TOFD e una sonda DLA aumenta lo spazio in altezza.