Applicazione:
Ispezione di tubazioni in acciaio austenitico di diametro ridotto e spessore contenuti, dove l'ispezione a onda trasversale lineare standard non è possibile.
Problema:
L'ispezione a onda trasversale lineare standard non può soddisfare adeguatamente le esigenze di questa applicazione. Le caratteristiche acustiche di tubazioni saldate di diametro ridotto e spessore ridotto risultano adeguate per un'ispezione Dual linear array. Per assicurarsi che l'ispezione si concentri nella zona desiderata, per ogni diametro è necessario un diverso angolo di tetto dello zoccolo.
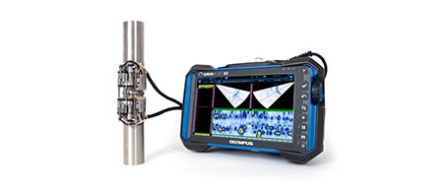
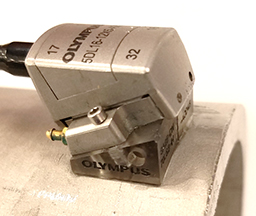
Soluzione:Per soddisfare le esigenze con diversi angoli di tetto, Olympus ha creato una sonda Dual linear array™ (DLA) con angoli di tetto variabili, in un telaio standard. Questa sonda si adatta agli zoccoli inclusi in un pacchetto che copre un intervallo del diametro esterno compreso tra 2,54 cm (1 in.) e 11,43 cm (4,5 in.), si fissa allo scanner COBRA™ per le saldature di tubazioni di diametro ridotto e può funzionare mediante il rilevatore di difetti OmniScan™ SX. Questo pacchetto offre una soluzione per le ispezioni dove le onde trasversali non possono rilevare i difetti in materiali rumorosi o attenuanti. | 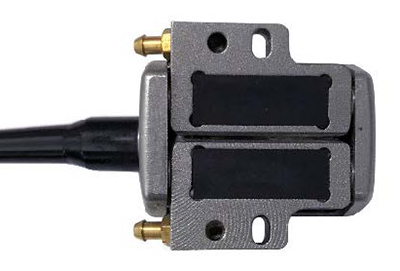 |
| Codice di riferimento | Codice fabbricante | Descrizione |
| Q3301132 | 5DL16-12X5-A25-P-2.5-OM | Sonda phased array standard, 5 MHz, array dual a 16 elementi, apertura attiva totale 12 × 5 mm, passo di 0,75 mm, altezza di 5 mm, tipo di telaio A25, impedenza corrispondente al Rexolite®, rivestimento in PVC, cavo di 2,5 m e un connettore OmniScan. |
| Q7201159 | SA25-DN70L-Kit | Uno zoccolo piano SA25-DN70L e nove zoccoli curvi SA25-DN70L per coprire le dimensioni di tubazioni nominali (NPS) con diametro esterno compreso tra 2,13 cm (0,84 in.) a 11,43 cm (4,5 in.). Disponibilità di opzione IH (fori dello scanner e di somministrazione dell'acqua) Compatibile con sonde dual array A25 NOTA IMPORTANTE: Le leggi focali per l'OmniScan SX usando questa soluzione non possono essere creati nel rilevatore di difetti OmniScan ma devono essere creati con l'NDT SetupBuilder (può essere usato anche con TomoView ™). Questa soluzione aumenta l'altezza minima necessaria per utilizzare lo scanner COBRA. |
| U8750063 | COBRA-HALF | Il pacchetto dello scanner COBRA per l'ispezione da un lato di tubazioni con diametro esterno compreso tra 2,13 cm (0,84 in.) e 11,43 cm (4,5 in.) mediante una sonda, incluse le componenti di somministrazione dell'acqua e i modelli di configurazione. Cavo dell'encoder da 2,5 m con un connettore LEMO compatibile con l'OmniScan X3 e SX. NON INCLUSI: Zoccoli e sonde. |
| Q1000036 | OMNISXPA1664PR-A25-SA25 |
Kit promozionale DLA per scanner COBRA A25 e OmniScan SX Include un'unità di acquisizione phased array 16:64PR portatile (incluso un canale convenzionale UT) con: alimentatore CA, batteria, valigia di trasporto di dimensioni ridotte, scheda SD™, chiave USB, due protezioni di schermo antiriflesso, copia cartacea del manuale utente, chiave USB con i manuali utenti del software OmniScan e 1 anno di garanzia. Inoltre sono inclusi i seguenti articoli: 1 chiave
HASP OmniPC™ con OmniPC e NDT SetupBuilder (OMNIPC-A) -(1).
+ Un pacchetto scanner COBRA per l'ispezione da un lato di tubazioni con diametro esterno compreso tra 2,13 cm (0,84 in.) e 11,43 cm (4,5 in.) (COBRA-HALF) , una sonda dual linear array a 16 elementi da 5 MHz, telaio da A25 per lo scanner COBRA (5DL16-12X5-A25- P-2.5-OM), un kit dello zoccolo della serie A25, incluso uno zoccolo piano e nove zoccoli sagomati (SA25-DN70L-KIT), 1 pacchetto HardLock 8 (chiave HASP) nella versione ES BeamTool per lo sviluppo della tecnica PA (SOFT-ESBEAM8HL). |
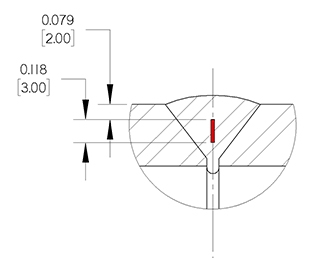
ConfigurazionePer configurare la soluzione
|  |
Il risultato dovrebbe consistere in due riflettori con picco in corrispondenza della linea di centro della saldatura dell'ispezione.
 | 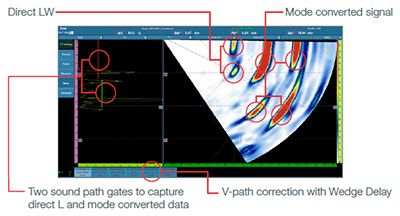 |
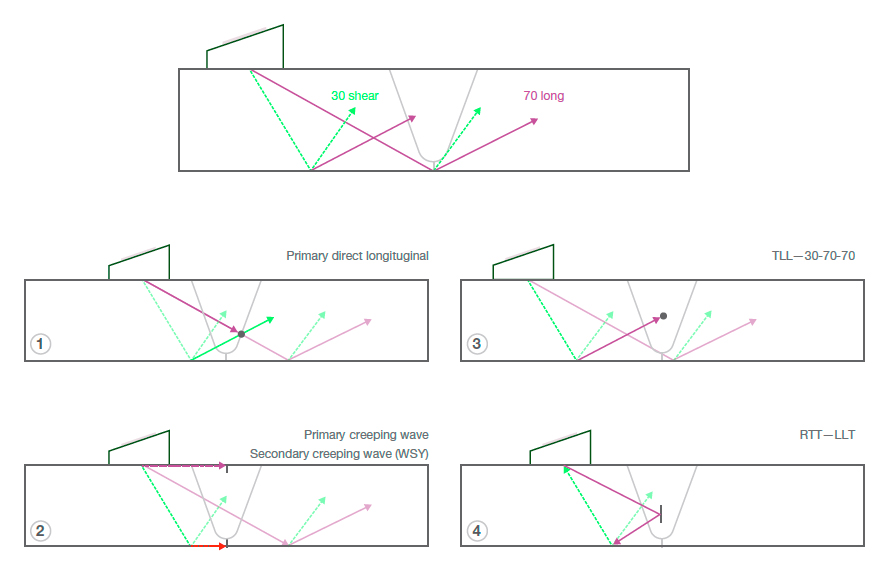
Di seguito viene riportato un diagramma del possibile percorso del segnale del dual linear array longitudinale. Se i gate sono configurati in modo ottimale il gate A visualizzerà le tecniche 1 e 2 trasmettendosi ala velocità di compressione longitudinale e verrà effettuata una tracciatura nella schermata degli elementi grafici della saldatura con la posizione volumetrica ottimale. Il gate B visualizzerà le tecniche 3 e 4 contenenti almeno un semipasso dell'onda trasversale. Anche se non è tracciato correttamente, è utile per il rilevamento di difetti e la misura delle lunghezze.
Risultati:
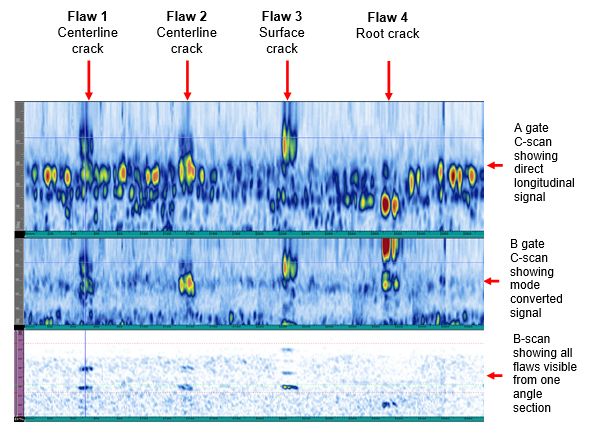
Mediante la configurazione tarata, abbiamo scansionato e registrato i dati. Abbiamo determinato che il gate A ha registrato la forma della saldatura insieme alle risposte dei segnali provenienti dai quattro difetti nella tubazione. Modificando il C-scan per visualizzare il gate B si è evidenziato che i difetti erano facilmente identificabili nelle posizioni lungo l'asse di scansione con la visualizzazione del segnale di conversione della modalità.
Abbiamo quindi osservato ogni difetto nella vista A-C-R-S. Questo ci ha permesso di visualizzare ogni indicazione nell'accesso alla scansione, nell'A-scan dove il cursore è stato posizionato e nella scansione R/S che mostra dove le indicazioni sono posizionati* nella saldatura. Abbiamo osservato i dati nel gate A per verificare se la tracciatura è precisa, tenendo in mente che delle indicazioni supplementari appaiono partendo dal segnale di conversione della modalità.
* La posizione dell'indicazione è precisa solo se l'onda longitudinale diretta attraversa la soglia del gate A.
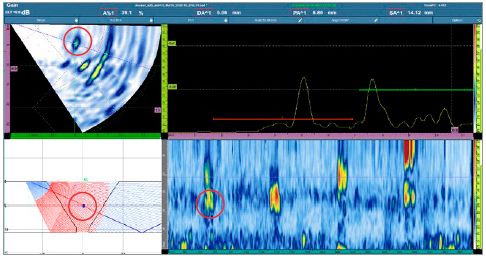
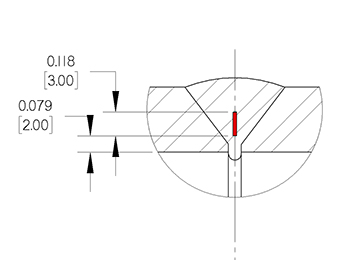
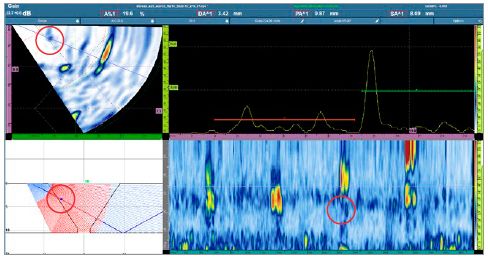
Il Difetto 1 è una cricca sulla linea di centro ed è stato rilevato nei gate A e B. Possiamo osservare la cricca della linea di centro, tracciata con precisione, nel volume della saldatura appena al di sopra della geometria della radice. Esiste anche un segnale di conversione secondario della modalità, fuori posizione ma utile per il rilevamento di difetti e la misura della lunghezza sull'asse di scansione.
 |  |
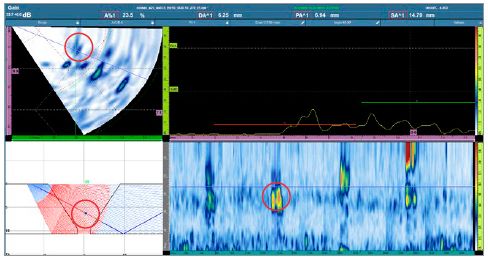
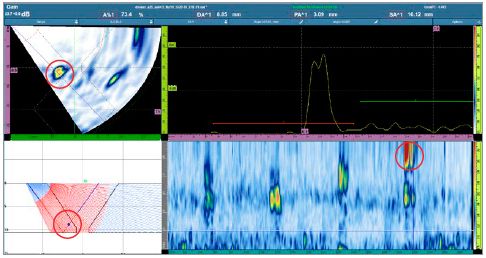
Il Difetto 2 è un'altra cricca della linea di centro che è chiaramente rilevata con il segnale di conversione secondario della modalità, tuttavia appare molto debole nella direzione longitudinale. In questo caso è possibile vedere che il difetto è visualizzato a un'ampiezza del 23,5% al centro della saldatura.
 |  |
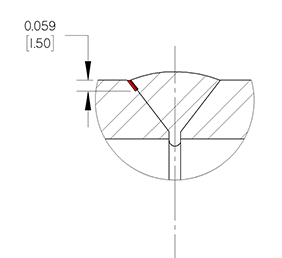
Il Difetto 3 è una cricca esterna da sollecitazione lungo lo smusso della saldatura. L'indicazione è visualizzata molto chiaramente nei dati convertiti della modalità tuttavia appare solamente a un'ampiezza del 19,6% per l'onda longitudinale diretta.
 |  |
Il Difetto 4 è una cricca interna da sollecitazione lungo la radice della saldatura. Appare appena all'interno del secondo semipasso del segnale longitudinale e viene tracciato correttamente negli elementi grafici della saldatura.
 |  |
Conclusione
La sonda Dual linear A25 è in grado di ispezionare delle saldature austenitiche con diametri ridotti e spessori contenuti. Usando i gate posizionati per visualizzare tutte le modalità dei segnali assicura un rilevamento e una misura della lunghezza dei difetti ottimale. Una comprensione approfondita delle dinamiche degli echi, delle modalità dei segnali di tipo dual linear e della taratura della sonda rappresenta un aspetto fondamentale per la riuscita dell'ispezione.