
L'uso dei controlli con liquidi penetranti per ispezionare le tubazioni in acciaio inossidabile, relativamente alle cricche da tensocorrosione e, le saldature relativamente alle cricche, può risultare un'operazione lenta. Molte tubazioni hanno una superficie irregolare, sporca o verniciata. Prima di effettuare i controlli con liquidi penetranti le tubazioni devono essere levigate e pulite. Se le tubazioni sono verniciate bisogna provvedere alla sverniciatura e alla successiva riverniciatura. Fortunatamente esiste un modo più efficace.
Di seguito vengono riportati 6 vantaggi nell'uso della sonda MagnaFORM™ a eddy current array (ECA) rispetto all'applicazione dei controlli con liquidi penetranti.
1. Sverniciatura e riverniciatura non più necessari
La sonda MagnaFORM viene utilizzata in combinazione con il rilevatore di difetti OmniScan® MXE per acquisire immagini attraverso la vernice senza la necessità di operazioni di sverniciatura e riverniciatura. Questo permette di realizzare l'ispezione in tempi più rapidi.
 Immagine C-scan di SS304 con un lift-off di 0 mm |  Immagine C-scan di SS304 con un lift-off di 3 mm |
2. Le superfici irregolari non implicano ritardi d'ispezioneLa compensazione dinamica di lift-off permette di mantenere sensibile la sonda ai difetti superficiali in saldature irregolari e aree corrose. Anche con 3 m di lift-off il rilevamento rimane affidabile. | 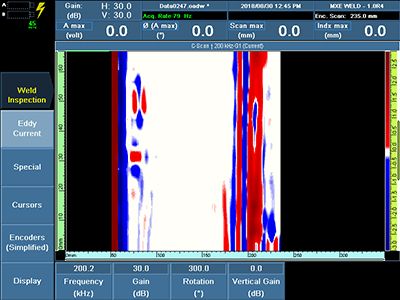 L'immagine C-scan di una superficie irregolare |
3. Nessun problema per le componenti sporcheSe la componente che si sta ispezionando risulta sporca, umida, irregolare o lavorata a freddo, il rapporto segnale-rumore di questa soluzione rimane alto, permettendo di rilevare velocemente i difetti. |  Acciaio inossidabile 304 con una superficie irregolare e sporca |
4. Configurazione per l'acciaio inossidabile 304 e 316Con una configurazione predefinita è possibile ispezionare l'acciaio inossidabile 304 e 316. Possono essere rilevati difetti fino a un minimo di 1,6 mm di lunghezza. |  Ispezione di una lamina in acciaio inossidabile 304 |
5. Maggiore copertura per ispezioni più velociLo scanner MagnaFORM può coprire fino a 65 mm per ogni scansione, permettendo di effettuare velocemente l'ispezione. |  La sonda MagnaFORM su una saldatura |
6. Durata impareggiabileLa sonda integra degli zoccoli sostitutivi e una protezione all'usura che permette di assicurare un'ispezione per circa 22 km. |  La soluzione MagnaFORM include la sonda, lo scanner a carrello e un cavo da 5 m; il software di compensazione lift-off è presente su una scheda di memoria e viene usato con il rilevatore di difetti OmniScan MXE |
