Lo scanner COBRA e il rilevatore di difetti OmniScan MX2 usati per l'ispezione di serpentine di scambiatori di calore durante i processi produttivi
Introduzione
L'ispezione di saldature di scambiatori calore è complessa a causa del numero di saldature da ispezionare e della loro vicinanza. Per essere in grado di raggiungere le saldature e raggiungere un'alta produttività è importante usare uno strumento che è ottimizzato per questo tipo di ispezione. Lo scannerCOBRA può essere usato per ispezionare componenti con diametro esterno compreso tra 2,13 cm (0,84 in.) e 11,43 cm (4,5 in.). Può montare fino a due sonde phased array assicurando un ingombro limitato. Questa nota applicativa presenta un caso condiviso da un cliente che ha impiegato con successo la soluzione COBRA con un rilevatore di difetti OmniScan® per eseguire un controllo a ultrasuoni phased array in alternativa a quello radiografico.
Motivi di scelta del controllo a ultrasuoni Phased Array in alternativa al controllo radiografico
Dreifeld Materialprüftechnik GmbH è un'azienda tedesca che si occupa di controlli industriali. L'azienda è stata incaricata di ispezionare le serpentine degli scambiatori di calore in un impianto produttivo. Le componenti, composte di diverse tubazioni e curve, sono usate per un passaggio di calore aria-fluido nel settore della produzione energetica.
Sebbene il controllo radiografico è stato il metodo NDT principale suggerito dal produttore, Dreifeld ha concluso che il controllo a ultrasuoni sarebbe stato un metodo preferibile.
Sono diversi i motivi che hanno portato a questa scelta. Innanzitutto il controllo radiografico avrebbe richiesto un numero doppio di operatori e avrebbe dovuto essere realizzato di notte in assenza dell'altro personale operante, visto che la predisposizione di una zona di sicurezza era eccessivamente complessa da realizzare. Si è stimato che per il completamento del progetto mediante il controllo radiografico fossero necessari tempi cinque volte maggiori rispetto al controllo a ultrasuoni con maggiori costi sul lavoro, visto che durante il turno notturno la retribuzione oraria è maggiore. Questi aspetti si aggiungono ai costi supplementari associati al controllo radiografico come il materiale (es. pellicole e sostanze chimiche) e lo smaltimento dei fogli di piombo. Un altro importante aspetto preferenziale del controllo a ultrasuoni rispetto a quello radiografico è quello relativo alla probabilità di rilevamento. Per esempio, la fusione incompleta della saldatura, la quale rappresenta un tipo di difetto importante da misurare, non è rilevabile dal controllo radiografico in modo ottimale.
Soluzione usando lo scanner COBRA® e la tecnologia Phased Array (PA
Il diametro esterno dei tubi dello scambiatore di calore era di 76 mm con uno spessore di 4,5 mm. Un blocco di taratura personalizzato è stato progettato e fabbricato per tarare il ritardo dello zoccolo, la sensibilità dell'angolo e il guadagno corretto in funzione del tempo (TCG). Le saldature avevano degli smussi di forma a V a 30° e erano situate tra la sezione di una tubazione e di un gomito. Visto che lo scanner COBRA non può essere usato sul lato del gomito della saldatura, si è dovuto configurarlo per operare su un lato. Questo può essere facilmente realizzabile rimuovendo un lato dello scanner COBRA e usando il lato provvisto di encoder. Per fornire accoppiante allo zoccolo è stata usata una pompa manuale per l'acqua. | 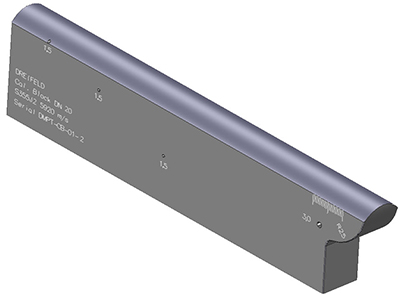 Fig. 2: Il blocco di taratura personalizzato |
 Fig. 3: Lo scanner COBRA configurato per l'ispezione su un lato | Dreifeld ha usato un rilevatore di difetti a ultrasuoni phased array (PAUT - phased array ultrasonic testing) OmniScan ® MX2 16:128 nel quale sono stati utilizzati due diversi gruppi. Il primo gruppo aveva una configurazione della scansione settoriale a onda trasversale per effettuare una scansione da 50° a 72° con una risoluzione dell'angolo di 0,5°. Il secondo gruppo aveva una legge focale a 0 gradi a onda longitudinale usata per controllare l'accoppiante. La risoluzione della scansione è stata definita a 1 mm e il fascio è stato generato con un'apertura da 16 elementi. In otto giorni è stato ispezionato un totale di 1604 saldature con un numero massimo giornaliero di 320 saldature. L'intera ispezione è stata completata da un solo operatore con lo stesso kit di apparecchiatura. Un turno ordinario prevedeva otto ore di scansione e due ore di analisi dati al giorno. |
Elaborazione automatica dei dati per un'analisi accelerata
I file di dati sono stati elaborati attraverso il software Automatic Detection Technology™ (ADT) [tecnologia di rilevamento automatizzato] di VeriPhase® per un'analisi automatica. Uno dei vantaggi principali del software ADT è che può caricare file multipli (in questo caso tra 100 e 300) e generare un report Excel® con le anteprime di tutte le indicazioni. Il report ADT inoltre indica le problematiche legate alla qualità di dati per contribuire a assicurare la conformità alle norme. Il software compila una tabella delle indicazioni direttamente nel file di dati OmniScan per un trattamento finale nel software di analisi dei dati OmniPC™. Sono incluse tutte le informazioni importanti di posizionamento e misura dei difetti. Le indicazioni possono essere facilmente modificate, direttamente al di sotto della saldatura, cliccando sulle indicazioni stesse. In automatico vengono eseguite tutte le necessarie modifiche di visualizzazione. Inoltre, per ogni difetto, i cursori di riferimento e misura sono posizionati relativamente all'altezza e la lunghezza applicabili per ogni difetto. Le indicazioni possono essere facilmente aggiornate o eliminate per il report finale.
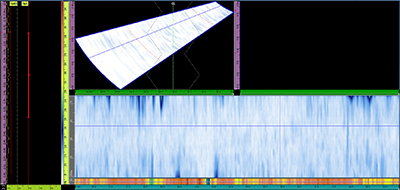 Fig. 4: Vista A-C-S multigruppo di una saldatura con assenza di difetti con il gruppo di controllo dell'accoppiante visualizzato nella parte inferiore | 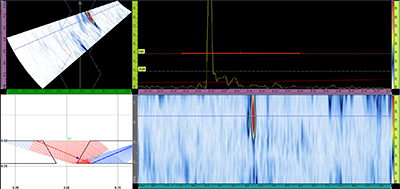 Fig. 5: Vista A-C-R-S di una saldatura con una fusione incompleta della saldatura sul secondo semipasso (lato della sonda) |
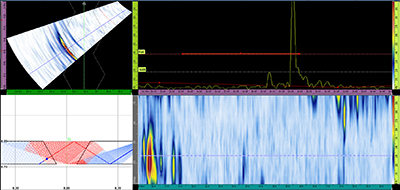 Fig. 6: Vista A-C-R-S di una saldatura con una fusione incompleta della saldatura sul terzo semipasso (lato inferiore) |
Il rilevamento di difetti relativamente alla fusione sul lato inferiore è possibile se la parte superiore della saldatura è sufficientemente regolare per permettere la riflessione sonora senza un'eccessiva diffrazione. In questa applicazione si verifica questa situazione. La distanza di propagazione supplementare causata dall'altezza della corona rende il difetto visualizzato leggermente distante dallo smusso della saldatura e non in corrispondenza dello stesso. Tuttavia il rilevamento è stato valutato eccellente. |
Conclusioni
La soluzione PAUT, composta dallo scanner COBRA®, il rilevatore di difetti OmniScan® MX2 e il software ADT di VeriPhase, è stata usata per ispezionare e analizzare completamente 1064 saldature dei tubi dello scambiatore di calore in otto giorni. Per il funzionamento dell'apparecchiatura e l'esecuzione dell'analisi è stato sufficiente l'intervento di un operatore. L'impiego di una soluzione di controllo phased array, alternativa a una di controllo radiografico, ha contribuito a evitare il mancato rilevamento delle indicazioni, come quella di fusione incompleta, e a non incorrere nelle complicazioni relative alla sicurezza. In base a una stima il progetto è stato realizzato cinque volte più velocemente rispetto al controllo radiografico con solamente una frazione dei costi.