Introduzione
Il processo di produzione di tubi in continuo può generare difetti a diverse angolazioni attorno all'asse longitudinale di un tubo. Questi difetti, che appaiono principalmente durante i processi di laminazione e di trattamento a caldo, possono causare un cedimento del tubo quando è in servizio, con potenziali impatti economici e sociali disastrosi.
Problematiche da risolvere
Per assicurare l'integrità dei propri prodotti, i produttori di tubi in continuo devono mantenere degli standard qualitativi rigorosi. Per questa ragione i produttori hanno bisogno di usare i metodi di ispezione disponibili più affidabili e precisi. Tuttavia numerosi sistemi di ispezione per tubi mediante controlli a ultrasuoni phased array automatizzati convenzionali (PAUT) presuppongono che i processi produttivi generano difetti a determinati angoli discreti, tuttavia questo non si verifica sempre.
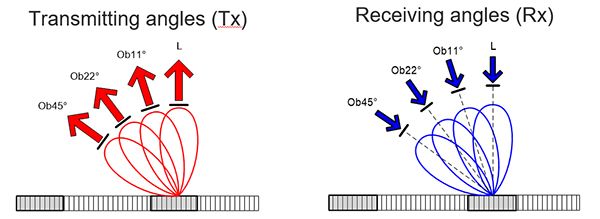
Angoli di trasmissione e ricezione usati comunemente per l'ispezione obliqua
Con l'attuale metodo PAUT, per assicurare la copertura di ispezione per una serie di angoli obliqui, il campione di riferimento usato per la taratura dovrebbe contenere diversi intagli a differenti angoli e ognuno di essi dovrebbe essere tarato singolarmente.
Soluzione
La soluzione per ispezione Gapless data dal Sistema di ispezione rotante per tubi (RTIS) Olympus è in grado di superare il limite della taratura per il rilevamento di difetti senza un intaglio di riferimento per ogni orientazione obliqua. Il metodo Gapless utilizza solamente un angolo di trasmissione per una serie di intagli di riferimento obliqui ma copre completamente l'area obiettivo con un maggiore numero di canali di ricezione.
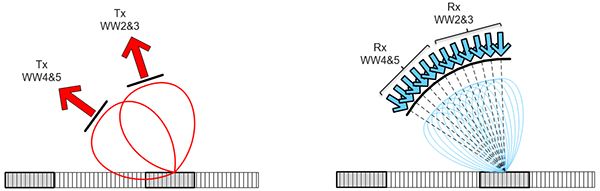
Trasmissione e ricezione Gapless per l'ispezione obliqua continua
Usando la stessa mappatura di tubi utilizzati attualmente per tarare un'orientazione obliqua discreta, il metodo Gapless acquisisce una scansione a alta risoluzione di ogni difetto artificiale e crea una scansione efficace per ogni angolo, permettendo un'estrapolazione di ogni intaglio assente. Per ogni curva vengono acquisiti i parametri di forma e in seguito vengono confrontati per creare la curva di normalizzazione come illustrato nella figura riportata di seguito. Questa curva fornisce la risposta dell'intaglio virtuale per ogni angolo dell'intervallo. | 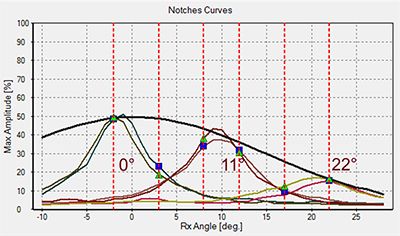 Scansione a alta risoluzione per la taratura standard degli intagli (prima della normalizzazione) |
Gli elementi obiettivo di taratura per ogni canale di ricezione vengono automaticamente aggiornati quando sono modificati i parametri di configurazione. In questo modo la sequenza di taratura e i risultati visualizzati rimangono invariati in confronto a un'esistente ispezione obliqua discreta mediante la tecnologia phased array.
Risultati
Nella figura a destra, la curva di normalizzazione (linea continua nera) è definita a un livello di taratura costante, impostando il guadagno di offset necessario per ogni canale di ricezione. Inoltre gli elementi obiettivo di taratura sono visualizzati mediante il punto massimo dove una curva degli intagli (linea continua) incrocia la posizione del canale di ricezione (linea tratteggiata rossa). | 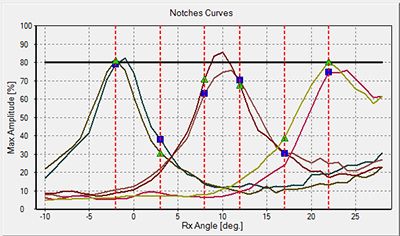 Scansione a alta risoluzione per la taratura standard degli intagli (prima della normalizzazione) |
La taratura per ogni canale di ricezione viene eseguita mediante gli intagli esistenti e può essere visualizzato in 2D mediante il dispositivo RTIS Top Turn. La visualizzazione 2D riduce il tempo di taratura, una volta che i difetti di fabbricazione sono localizzati nella stessa posizione assiale. Mediante questo metodo, i risultati di taratura possono essere previsti e in seguito convalidati con delle semplici verifiche. Ad esempio , quando si scansiona un intaglio intermedio (non usato per la taratura), può essere confermato il livello della curva di normalizzazione. | 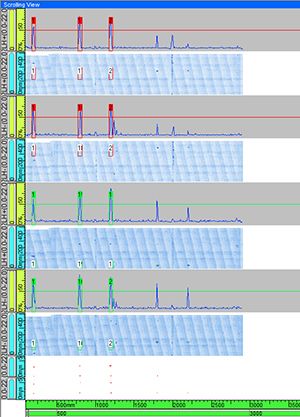 Rilevamento di intagli obliqui per angoli intermedi (viste scorrevoli e dati di mappatura 2D, allarmi) |
Conclusioni e vantaggi principali
Visto che l'applicazione della soluzione Gapless offerta dal Sistema di ispezione rotante per tubi Olympus è semplice quanto l'esecuzione di un metodo di taratura, operatori con conoscenze medie sono in grado di applicarlo. Questa soluzione è sistematizzata, automatizzata e ripetibile.
La oramai collaudata unità QuickScan™ LT Olympus integra già la capacità di eseguire delle ispezioni Gapless, pertanto i sistemi esistenti possono essere facilmente aggiornati a questa nuova tecnologia. Gli utenti possono inoltre se attivare o meno la funzione Gapless, in base al rigore e al livello di precisione richiesti per uno specifico lotto di tubi.
