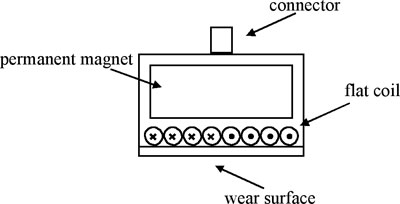
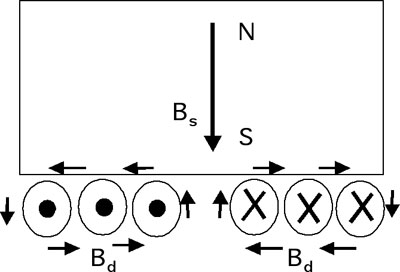
Strumenti consigliati: ContestoLa temperatura molto elevata all'interno delle caldaie a vapore (superiore a 800 °C [1500° F]) può causare la formazione, sulle superfici interna ed esterna dei tubi, di uno specifico tipo di ossido di ferro, duro e fragile, denominato magnetite. La presenza di questo strato di ossido nella parte esterna dei tubi può influenzare le misure ultrasonore degli spessori delle pareti mediante i comuni trasduttori a doppio elemento, a causa delle superfici potenzialmente molto irregolari che impediscono un accoppiamento ultrasonoro e dello spessore di ossido aggiunto allo spessore di acciaio. Tuttavia, come indica il termine, la magnetite implica proprietà magnetiche che consentono l'uso di un trasduttore EMAT (trasduttore acustico elettromagnetico) magnetostrittivo , come il Panametrics-NDT E110-SB. I trasduttori EMAT offrono diversi vantaggi rispetto ai trasduttori piezoelettrici a doppio elemento: non è necessario rimuovere i depositi in ossido, lo spessore dell'ossido non viene aggiunto alla misura dello spessore della parete e le misure possono essere eseguite molto velocemente senza l'uso di liquidi accoppianti. Il principale limite dei trasduttori EMAT magnetostrittivi è dato dal fatto che funzionano in modo ottimale solamente quando i depositi son presenti e aderenti alla parte esterna dei tubi delle caldaie. Inoltre lo spessore minimo misurabile e la precisione di misura non raggiungono le stesse performance dei convenzionali trasduttori a doppio elemento convenzionali. I trasduttori EMAT sono anche relativamente insensibili al rilevamento di piccole cavità interne. Per queste ragioni, i trasduttori EMAT sono spesso usati per una veloce e iniziale verifica dello spessore delle pareti, mentre i trasduttori a doppio elemento possono essere usati successivamente per ispezionare più approfonditamente le aree di interesse. Teoria del sistemaEsistono due tipi di trasduttori EMAT usati nell'ambito del settore NDT. Quelli noti come trasduttori EMAT Lorentz che non richiedono la presenza di depositi di ossido ma richiedono un elevato livello di energia. Quelli noti come trasduttori EMAT magnetostrittivi, come l'E110-SB Olympus, che richiedono la presenza di depositi di ossido ma con livelli di energia molto bassi, tipici di misuratori a ultrasuoni e rilevatori di difetti portatili. Un trasduttore EMAT magnetostrittivo è costituito da un potente magnete a azione continua e una bobina che funzionano come un elettromagnete quando attivato da un impulso di eccitazione proveniente dallo strumento, come illustrato nella Figura 1. Il magnete a azione continua crea un campo magnetico perpendicolare alla superficie del deposito di ossido (Bs nella seguente figura), mentre il campo dinamico creato dall'elettromagnete sposta radialmente verso l'esterno e l'interno il deposito di ossido in seguito all'eccitazione della bobina (Bd), come illustrato nella figura Figure 2. Questo movimento genera un'onda trasversale a incidenza perpendicolare nel deposito di ossido che si propaga in seguito nell'acciaio. Essenzialmente, il deposito agisce come un elemento attivo del trasduttore per generare l'impulso sonoro. La frequenza dell'impulso sonoro varierà in funzione dei cambiamenti di spessore di deposito di ossido, aumentando al diminuire dello spessore del deposito e diminuendo all'aumentare dello spessore del deposito. Con i tipici sottili spessori di deposito di ossido, la frequenza sarà pari approssimativamente a 5 MHz. Il processo inoltre funziona in senso opposto per generare una tensione nella bobina quando l'eco dell'onda trasversale di ritorno vibra il deposito di ossido.
Visto che il deposito di ossido stesso rappresenta l'elemento del trasduttore, l'irregolarità del deposito non rappresenta una problematica per l'accoppiamento, inoltre il deposito non si aggiunge alla misura dello spessore. Il trasduttore EMAT genera un'onda trasversale in modo che lo strumento deve essere tarato a una velocità di propagazione dell'onda sonora di approssimativamente 3,240 m/s (0,1280 in./µs) tipica dell'acciaio al carbonio. La precisione di misura tipica con il trasduttore E110-SB EMAT è ± 0,25 mm (0,010 in.), con uno spessore misurabile minimo di almeno 2,0 mm (0,080 in.) in funzione delle proprietà del materiale. Procedura di configurazione e di misuraLa qualità degli echi ultrasonori nelle applicazioni EMAT dipende parzialmente dalla regolarità dello strato di deposito di ossido, il quale può variare da punto a punto nell'ambito di un dato tubo di caldaia. Se in un punto non possono essere ottenuti degli echi validi è possibile provare un altro punto in prossimità del precedente. Inoltre il trasduttore E110-SB integra un distanziale regolabile che varia la distanza tra la superficie del trasduttore e la superficie del tubo della caldaia. Regolando la distanza con il distanziale si ottimizza, in molti casi, la risposta dell'eco.
|
Risorse
Application Notes
Tornare alle risorse



Misure di spessori di tubi di caldaie a vapore con trasduttori EMAT


Prodotti per l'applicazione
Le sonde EMAT sono delle sonde a singolo elemento che usano un effetto magnetostrittivo per trasmettere o ricevere delle onde ultrasonore.
L'EPOCH 650 è un rilevatore di difetti ad ultrasuoni convenzionali con eccellenti performance di rilevamento di difetti ed operatività per un ampia varietà di applicazioni. Questo intuitivo e robusto strumento è l'evoluzione del rilevatore di difetti EPOCH 600 di grande successo con delle funzionalità addizionali.
Il versatile misuratore 38DL PLUS™ può essere usato in combinazione con i trasduttori a doppio elemento in diversi ambiti: dalla misura di tubazioni corrose mediante trasduttori a doppio elemento, alla misura molto precisa di spessori di componenti sottili in materiale multistrato mediante trasduttori a singolo elemento.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.