Introduction
Electric resistance welded (ERW) pipes are formed from steel coils using a continuous process that involves unfurling the coils, feeding the steel plates through tube mills, and then joining the edges longitudinally using
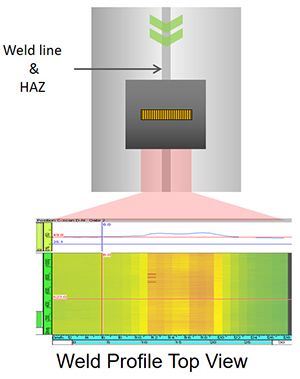
ChallengesTo perform weld inspection during ERW pipe manufacturing, an operator must visually track the weld to make sure that the flaw detection probes are aligned with the center of the weld. The problem with this manual tracking method is that it relies on the operator’s skill and unwavering concentration for the inspection to be done properly. SolutionDuring manufacturing, a scarfing tool is used to remove any excess material resulting from the welding process. This operation introduces changes in the wall thickness (WT) on both sides of the weld. This alteration of the profile can be monitored using the phased array-based weld profiling and tracking function of Olympus’ ERW In-Line or Off-Line inspection system. The probe required for this function of the ERW pipe inspection system is a curved phased array (PA) probe that is long enough to extend past the heat-affected zone (HAZ) on both sides of the weld. It scans the targeted area by firing longitudinal waves at zero degrees to provide a side view of the weld. An algorithm based on time-of-flight analysis uses the difference in WT caused by the scarfing process to extrapolate the position of the weld. |  ERW pipe with an example of undercut weld |
Automatic weld tracking
Conclusion/Key Benefits
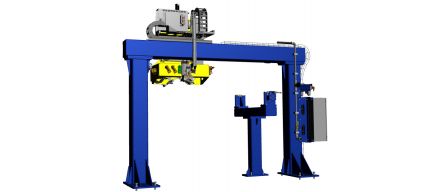
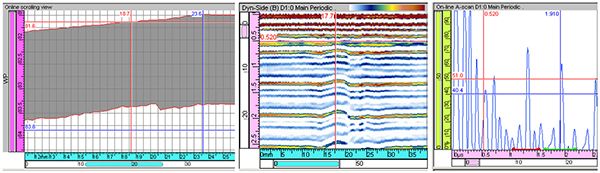
Furthermore, real-time data enables users to visualize the weld profile and scarfing area, providing immediate feedback on the welding and scarfing process. They can perform their analysis without having to wait until the pipe is cut, minimizing the quantity of affected material if the scarfing tool is worn or damaged. The scarfing area position in relation to the center of the probe can be used for position correction if rTable Propertiesequired. The weld profile algorithm measures any weld seam deviation along the pipe and provides information for probe adjustment. The phased array probe is attached to a motorized carriage fixed to a circular rail positioned around the pipe perimeter, so it can automatically follow the weld. Likewise, flaw detection probes are fixed to a similar structure and receive the position information from the weld profiling probe so they can reposition themselves automatically.
|