Inspection de roues de train au moyen de la technologie multiélément
Contexte
L’inspection des roues de train fait l’objet d’une réglementation rigoureuse, tant dans le secteur de la fabrication que dans celui des services. Pour permettre à ses clients de satisfaire et de dépasser les critères stricts actuellement en place, Olympus leur propose des appareils à ultrasons puissants et polyvalents, des logiciels spécialisés et des systèmes clés en main qui permettent l’inspection de roues coulées ou forgées, que ce soit pendant la fabrication ou en service après le reprofilage.
Procédure d’inspection habituelle
Inspection post-fabrication
Lors de la fabrication de roues coulées ou forgées, on inspecte la jante à l’aide de la technologie à ultrasons multiéléments. On utilise le contrôle magnétoscopique pour l’inspection du reste de la roue.
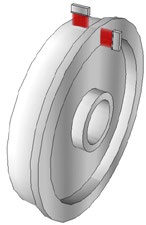
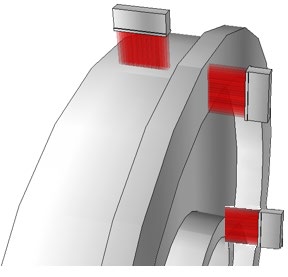
On inspecte la jante en plaçant une sonde multiélément linéaire sur la table de roulement et une autre du côté de la jante (figure 1).
Pendant ce processus, il est aussi possible d’inspecter le moyeu de la roue au moyen d’une troisième sonde multiélément linéaire (figure 2). On peut également inspecter le moyeu des deux côtés.
Figure 1. Inspection de la jante au moyen de deux sondes multiéléments linéaires
Figure 2. Inspection du moyeu de la roue au moyen d’une 3e sonde multiélément linéaire
Inspection en service
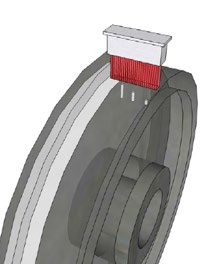
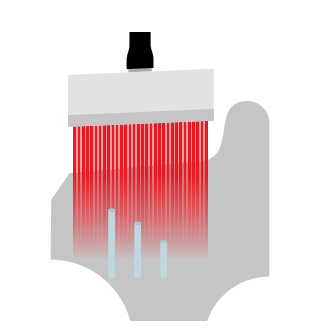
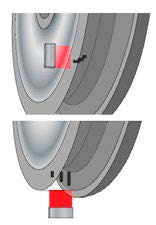
Les roues de train en service nécessitent un reprofilage périodique. Au cours de ce processus, on retire une petite quantité de matériau de la roue pour lui rendre son profil d’origine. Une fois le reprofilage terminé, on utilise une sonde multiélément linéaire pour inspecter la jante à partir de la table de roulement avant la remise en service de la roue (figure 3). Habituellement, une sonde multiélément de 5 MHz à 128 éléments est utilisée pour cette application. Un balayage linéaire est effectué pour couvrir la zone d’intérêt (figure 4).
Figure 3. Inspection de la table de roulement au moyen d’une sonde multiélément linéaire
Figure 4. Balayage linéaire
Performance du système
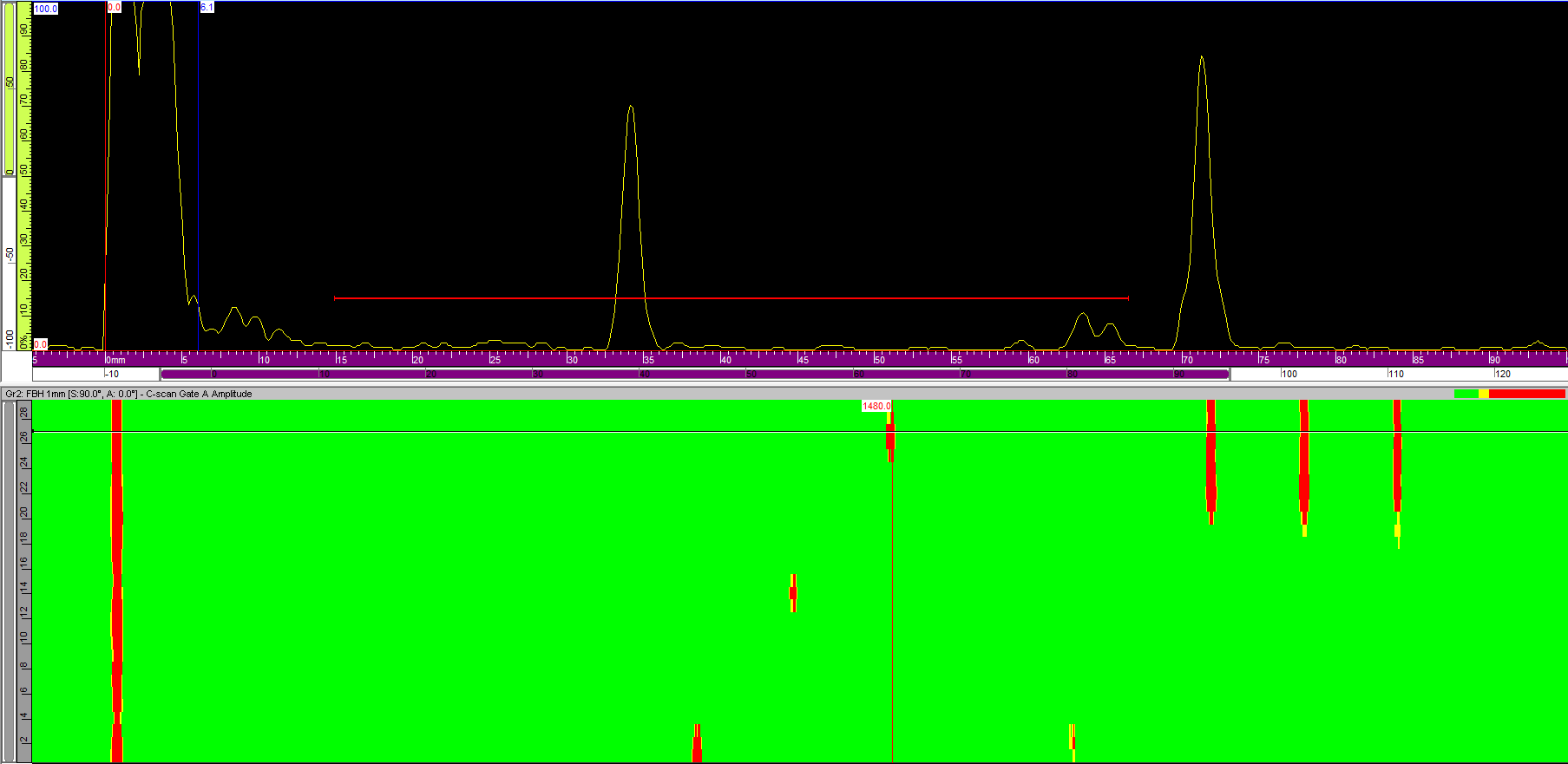
La solution d’inspection de la table de roulement est conçue pour détecter les défauts de taille équivalente à des trous plats de 1 à 3,2 mm de diamètre. La zone de silence typique se situe entre 10 et 5 mm sous la surface de la jante. Il est possible de réduire encore davantage les zones de silence au moyen de fonctions spéciales du logiciel.
Figure 5. Cette solution accélère l’inspection des roues.
Figure 6. Logiciel spécialisé pour l’inspection des roues
Pour répondre aux exigences liées à l’inspection des roues pendant leur fabrication, les fabricants peuvent inspecter la jante afin de détecter les défauts de taille équivalente à des trous plats de 3 mm de diamètre, et ce, avec une répétabilité de 2 dB, un rapport signal sur bruit de 22 dB et une zone de silence normale de plus de 6 mm. La vitesse d’inspection varie de 4 à 8 pouces/seconde, ce qui permet aux utilisateurs d’inspecter une roue de 36 pouces en moins de 30 secondes. Cette procédure respecte ou dépasse les normes internationales d’inspection des roues de train, comme les normes EN13262, ISO5948 et AAR M-107/M-208.
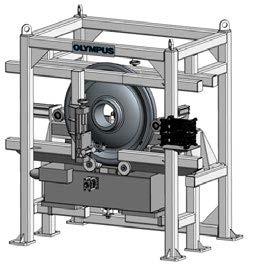
Figure 7. Bassin d’immersion doté de sondes multiéléments et destiné à l’inspection de jantes de roue pendant la production
Conclusion
Les solutions d’inspection de roues de train d’Olympus fournissent des résultats rapides et précis, ce qui aide à garantir la fiabilité et la sécurité des systèmes de transport essentiels. Les solutions offertes incluent des mécanismes clés en main, une sonde d’immersion, une unité d’acquisition multiélément FOCUS PX™ et le logiciel d’acquisition et d’analyse de données RailVIEW, le tout logé dans une armoire de qualité industrielle.
Figure 8. Une armoire est utilisée pour loger une ou deux unités FOCUS PX et un ordinateur. Elle comprend une tablette et un support pour clavier, et peut être équipée d’un système d’air conditionné, d’une lumière et d’une
alarme.
Figure 9. Solution d’Olympus pour l’inspection de tables de roulement de roues, comportant un barboteur sur mesure et une sonde d’immersion
L’unité d’acquisition évolutive FOCUS PX et le logiciel FocusPC sont dotés de la toute dernière technologie par ultrasons multiéléments et conventionnels pour une intégration facile aux systèmes d’inspection automatisés ou semi-automatisés. La capacité du FOCUS PX et de son logiciel à générer et à enregistrer des données brutes C-scan et A-scan en fait le choix idéal pour les applications où le résultat de l’inspection repose sur l’analyse post-inspection des données. Cela inclut notamment les applications des secteurs de l’aérospatiale (stratifié composite), de la production d’énergie (pales d’éolienne), du transport (roues de train), du traitement du métal (pièces forgées), et plus encore.
Offertes en option, les trousses de développement logiciel (SDK) FocusControl, FocusData et OpenView sont compatibles avec l’unité FOCUS PX pour permettre aux clients de développer leur propre logiciel d’application.
Sorry, this page is not available in your country
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.