
Figure 1 – Scanner AxSEAM™ dans une configuration de balayage axial sur une section de pipeline d’un diamètre extérieur de 8 po
Difficultés typiques liées à l’inspection de soudures longitudinales
L’inspection d’une soudure longitudinale – ou axiale – constitue un défi, que ce soit sur le plan acoustique ou mécanique. Du point de vue acoustique, la géométrie du tuyau a tendance à défocaliser le faisceau ultrasonore, ce qui réduit la résolution de l’imagerie potentielle. Les soudures longitudinales effectuées au moyen de la méthode de soudage par résistance électrique (ERW) sont susceptibles de présenter des défauts difficiles à détecter, comme des fissures verticales ou à chaud. Une unité d’acquisition dotée de la fonction TFM (total focusing method) et offrant des représentations volumétriques – comme l’appareil de recherche de défauts OmniScan™ X3 – est l’outil idéal à utiliser pour profiter d’une détection et d’une caractérisation améliorées de ces défauts. En ce qui concerne les aspects mécaniques, comme l’équipement utilisé, le scanner de soudures longitudinales doit être compatible avec le diamètre extérieur du tuyau et pouvoir s’appuyer correctement sur ce dernier pendant qu’on le fait rouler dans le sens axial. Puisque les sondes doivent être positionnées à la distance souhaitée de la ligne centrale de la soudure, la facilité de repositionnement constitue un avantage. Le scanner doit aussi être doté d’un mécanisme permettant d’appliquer une pression constante sur la sonde pour assurer le couplage acoustique. Toutes ces exigences mécaniques ont été prises en compte dans la conception du scanner AxSEAM™ (figure 1), ce qui facilite la configuration de l’inspection de soudures longitudinales au moyen de technologies multiples (ultrasons multiéléments [PAUT], TFM ou diffraction en temps de vol [TOFD]).
Caractéristiques et description du scanner AxSEAM™
Le scanner AxSEAM est conçu pour l’inspection de soudures dans le sens axial sur des tuyaux d’un diamètre extérieur allant de 6 po jusqu’à une plaque plane, mais il peut aussi être configuré et utilisé pour un balayage circonférentiel sur des tuyaux d’un diamètre extérieur de 4,5 po et plus lors de l’utilisation de 2 sondes seulement, ou de 10 po et plus lors de l’utilisation de sondes PAUT et TOFD ou de 4 sondes au total (figure 2).

Figure 2 – Vue latérale du scanner AxSEAM dans une configuration à deux sondes (à gauche) et à quatre sondes (à droite),
pour l’inspection d’une soudure circonférentielle
Le scanner est doté de quatre roues magnétiques bombées (brevetées) qui en permettent l’utilisation sur des tuyaux d’une variété de diamètres externes sans qu’il soit nécessaire de modifier les réglages. Le système de freinage peut être utilisé pour verrouiller les roues arrière et ainsi maintenir la position du scanner, ce qui est particulièrement utile pour les configurations de balayage vertical. Parmi les autres caractéristiques pratiques du scanner, on compte la gaine pratique pour la gestion des câbles des sondes et des tubes d’alimentation en couplant, ainsi que les mécanismes intuitifs permettant le positionnement des sondes et la configuration du scanner sans outils (figure 3).
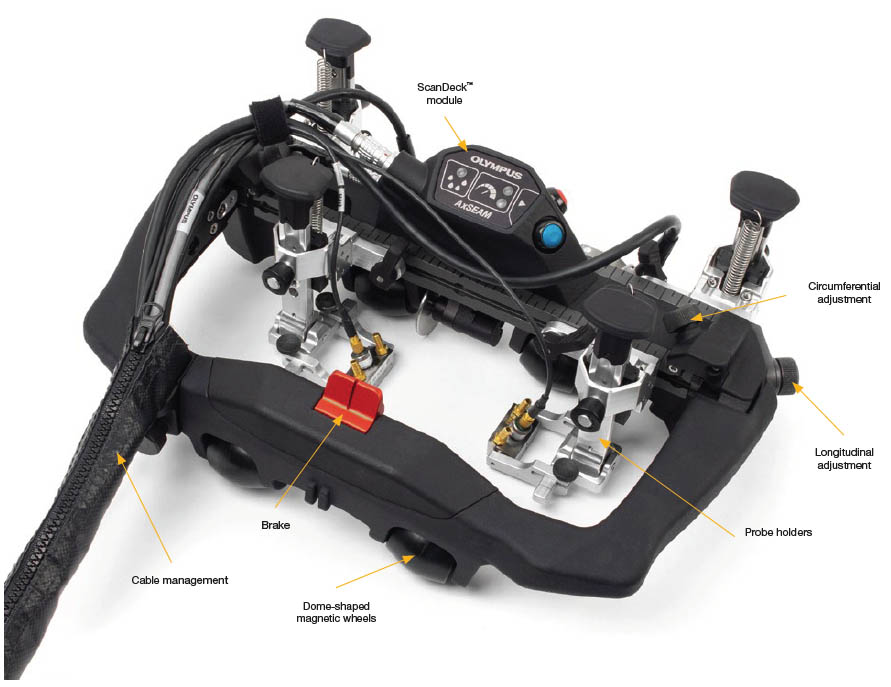
Figure 3 – Principaux composants du scanner AxSEAM
Le module ScanDeck™ du scanner AxSEAM (figure 4) fournit à l’utilisateur des informations d’état importantes directement dans son champ de vision pendant le balayage et lui permet de faire fonctionner l’unité d’acquisition à distance. Ce module comporte un bouton facilement accessible qui permet de remettre le codeur à zéro et de lancer l’acquisition sur tout appareil OmniScan™. Le deuxième bouton active le guide laser. Lorsque le scanner AxSEAM est utilisé conjointement avec l’appareil de recherche de défauts OmniScan™ X3, les témoins DEL du module ScanDeck facilitent également le processus de balayage de l’utilisateur. Le témoin d’état à gauche du module informe l’utilisateur d’une perte de couplage, alors que les deux autres témoins d’état informent l’utilisateur lorsque la vitesse du scanner est trop basse ou trop élevée pour assurer un taux d’acquisition maximal des données. |  Figure 4 – Module ScanDeck™ |
Résultats d’une expérience réalisée au moyen d’un scanner AxSEAM sur un échantillon de tuyau en acier non allié
La figure 5 montre le C-scan obtenu par inspection PAUT sur une soudure longitudinale comportant des défauts usinés. L’acquisition des données a été réalisée au moyen d’un appareil de recherche de défauts OmniScan X3 et d’un scanner AxSEAM. Deux défauts différents s’affichent sur le C-scan. Le scanner AxSEAM a permis la réalisation d’un balayage stable, même aux vitesses de balayage lentes requises pour la configuration multigroupe (quatre modes d’acquisition) TFM.
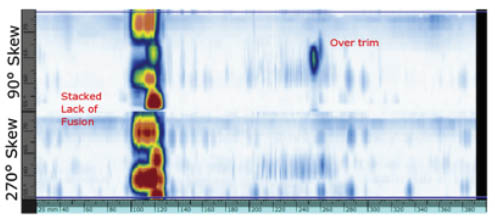
Figure 5 – C-scan (données dans les portes) montrant deux défauts différents, soit des manques de fusion verticaux superposés (à gauche)
et une encoche (à droite)
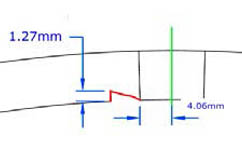
Les figures 6 et 7 montrent les résultats obtenus avec les méthodes PAUT et TFM pour les deux défauts. Le schéma des défauts est aussi fourni à titre de référence. La courbe de l’image sur les figures 6c et 7c fait ressortir l’un des avantages qu’offre l’imagerie TFM par rapport à l’imagerie PAUT : elle montre pratiquement la véritable géométrie des défauts.
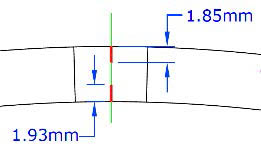 (a) Manques de fusion superposés | 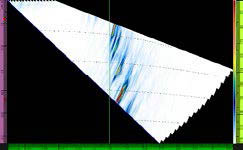 (b) PAUT | 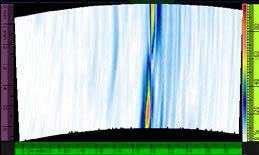 (c) TFM : mode T-T |
Résultats pour des manques de fusion superposés (verticaux)
 (a) Encoche sur la paroi interne |  (b) PAUT | 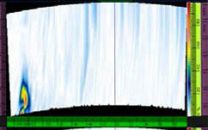 (c) Mode TFM : T-T |  (c) Mode TFM : TT-T |
Figure 7 – Résultats pour une encoche
Résumé des avantages
L’utilisateur peut employer le scanner AxSEAM pour inspecter rapidement et facilement les soudures longitudinales et circonférentielles sur des tuyaux d’une grande variété de diamètres. Pouvant accueillir jusqu’à quatre sondes, ce scanner permet l’utilisation simultanée des technologies PAUT et TOFD, ce qui se traduit par une combinaison détection-analyse efficace. Les mêmes sondes multiéléments peuvent aussi être utilisées pour la réalisation d’un deuxième balayage plus ciblé de la région d’intérêt, lequel peut se faire en employant jusqu’à quatre modes TFM pour produire des représentations faciles à interpréter et une caractérisation améliorée des défauts verticaux ainsi que pour compenser la défocalisation du faisceau ultrasonore. Le scanner est doté du module ScanDeck™ novateur, qui comporte un bouton de démarrage de l’acquisition, un guide laser, ainsi que des témoins DEL associés à la vérification du couplage et à la vitesse de balayage. Alors que le bouton de démarrage et le guide laser peuvent être utilisés avec n’importe quel modèle d’appareil de recherche de défauts OmniScan, les témoins DEL liés à la vérification du couplage et à la vitesse de balayage sont uniquement compatibles avec l’OmniScan™ X3.
