Contexte
Les soudures hétérogènes ou les autres matériaux ayant un niveau de bruit acoustique élevé peuvent être inspectés à l’aide de sondes à ultrasons conventionnels générant des ondes longitudinales par émission-réception (TRL). Toutefois, il existe aujourd’hui une méthode d’inspection encore meilleure qui tire profit des sondes Dual Matrix Array (DMA) d’Olympus et des ultrasons multiéléments pour orienter, incliner et focaliser électroniquement les faisceaux dans les matériaux.
Enjeux
Les soudures hétérogènes ou faites de matériaux austénitiques sont difficiles à inspecter par ultrasons. Les inspections sont particulièrement complexes lorsqu’il faut inspecter d’un seul côté de la soudure puisque l’anisotropie du matériau entraîne une diffusion des faisceaux ultrasonores.
Les sondes TRL à émission-réception séparées généralement utilisées pour inspecter ces matériaux sont munies d’un émetteur et d’un récepteur séparés par un isolant acoustique. À l’aide d’une configuration avec angle de concentration et angle de toit, les éléments se concentrent sur un point unique de la pièce, ce qui génère une quasi-focalisation. Les sondes TRL sont bien adaptées à ce type d’application, car elles éliminent l’écho d’interface, elles ne présentent aucune zone morte provenant des échos du sabot, elles réduisent les signaux de rétrodiffusion et elles permettent l’utilisation d’un gain élevé.
Toutefois, en raison de l’angle de réfraction figé et du point de quasi-focalisation des sondes TRL, l’inspection peut exiger d’en utiliser beaucoup afin de couvrir l’ensemble des configurations requises.
Solutions
Combinées à un appareil OmniScan® ou FOCUS PX™, les sondes DMA d’Olympus utilisent les ultrasons multiéléments (plutôt que conventionnels) pour accroître l’étendue d’inspection, ce qui améliore l’évaluation des soudures ou des matériaux faits d’alliages austénitiques à gros grains ou Inconel®. Les sondes DMA combinent les avantages des S-scans d’ondes longitudinales focalisées et les stratégies d’inspection d’ondes longitudinales de la technique à émission-réception séparées.
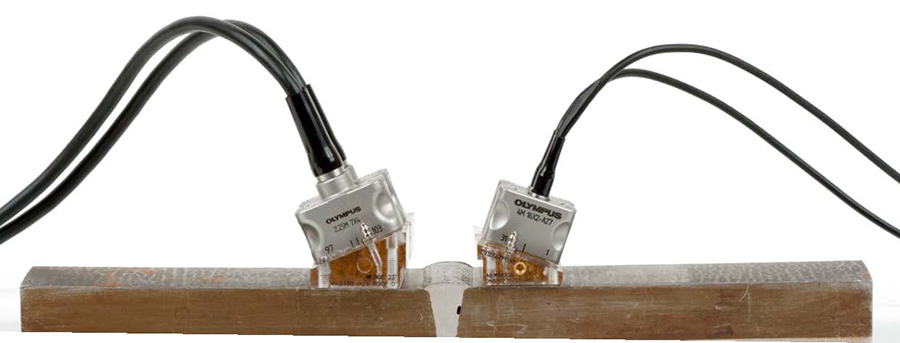
La méthode d’inspection DMA présentée ici utilise deux types de sonde standard – une sonde de 2,25 MHz et une sonde de 4 MHz – offrant une capacité d’inspection immédiate de divers types de matériaux austénitiques et de chanfreins de soudure, incluant les soudures hétérogènes faites d’alliages résistants à la corrosion (CRA).
Description de l’équipement
La sonde DMA A17 d’Olympus (2,25 MHz) comporte dans chacun de ses boîtiers une grande configuration (4 × 7 éléments) et elle est optimisée pour inspecter les matériaux épais à forte atténuation. Chaque faisceau offre une ouverture de 12 × 19 mm. Comme la sonde DMA A17 comporte quatre éléments sur l’axe secondaire, le faisceau peut être orienté électroniquement à l’aide d’un sabot plat, sans qu’un angle de toit mécanique sur le sabot soit nécessaire. |  | 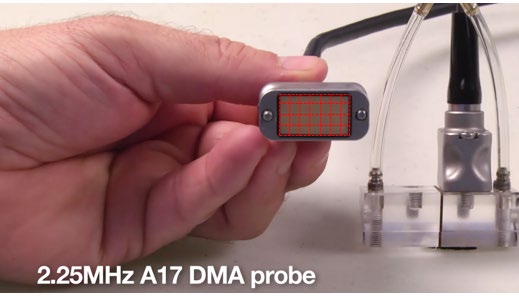 |
La sonde DMA A27 d’Olympus (4 MHz) comporte dans chacun de ses boîtiers une petite configuration (2 × 16 éléments) et elle est optimisée pour inspecter les matériaux minces à atténuation réduite. Chaque faisceau offre une ouverture de 6 × 16 mm. Comme la sonde DMA A27 ne comporte que deux éléments sur l’axe secondaire, les sabots doivent avoir un angle de toit mécanique pour calculer le diamètre ou la focalisation sur chaque tuyau. | 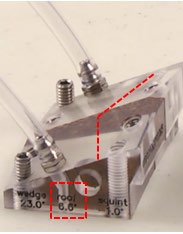 | 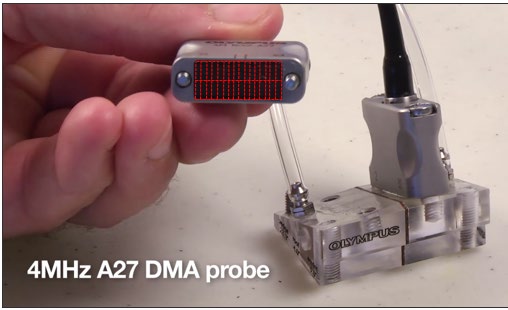 |
 | Comme le sabot assure l’isolation acoustique des éléments TX et RCV, il n’est pas nécessaire d’utiliser un matériau insonorisant ni une grande distance. Donc, le sabot DMA est un petit sabot permettant d’élargir l’étendue et la profondeur de focalisation de la sonde dans le matériau, ce qui génère un rapport signal sur bruit élevé le long d’un parcours ultrasonore étendu. Il s’agit d’une amélioration en comparaison des grands sabots (qui peuvent perdre une énergie considérable en raison de l’atténuation), par exemple, lorsqu’il faut utiliser des sondes à réseau linéaire à une seule dimension dans le cadre d’inspections par réflexion à ondes longitudinales à l’aide de sondes d’angle. |
Résultat des tests
Les inspections volumétriques ont été effectuées avec une sonde DMA A17 équipée d’un sabot DN55L offrant un balayage à émission-réception séparées par ondes longitudinales à 55 degrés. L’élément de 2,25 MHz de la sonde A17 était bien adapté aux matériaux épais à forte atténuation dont étaient faits les échantillons de test décrits ci-dessous (Inconel et acier inoxydable 316). Le S-scan a été focalisé à environ 30–75 degrés, de manière à couvrir le volume et la racine des soudures inspectées. | 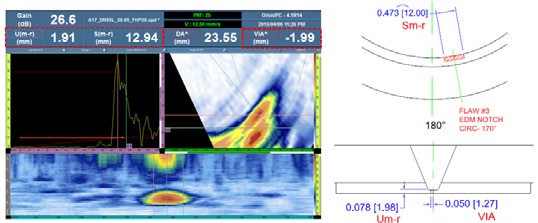 |
On a utilisé la sonde A17 pour inspecter au travers du revêtement une encoche par électroérosion de 2 mm dans une soudure de 25 mm faite d’un alliage Inconel résistant à la corrosion (CRA). On a utilisé les curseurs de l’OmniScan pour évaluer la longueur de l’encoche sur le C-scan, et sa profondeur et sa hauteur sur le A-scan et le S-scan. Le curseur des deltas et la trigonométrie se sont affichés dans le haut de l’écran et enregistrés dans la table d’indications générée directement à partir de cette information.
Dans l’échantillon d’acier inoxydable 316, la sonde A17 a servi à détecter un trou latéral long de 3 mm et profond de 25 mm au travers de la soudure d’un bloc étalon SS316 épais de 50 mm.L’atténuation au travers du matériau de la soudure a augmenté de 12 dB en comparaison de celle provenant de l’inspection du matériau de base à côté de la soudure. |  |
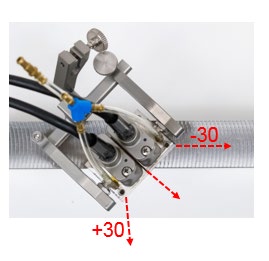
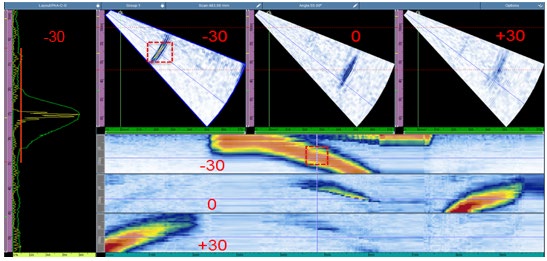
La capacité de la sonde A17 de fournir une déflexion du faisceau en dehors de l’axe constituait l’avantage unique de cette sonde. En effet, il était ainsi possible d’obtenir des S-scans provenant d’autres zones que celles situées directement devant la sonde. Seule la sonde A17 le permet en raison d’un nombre suffisant d’éléments (4) sur l’axe secondaire. Comme elle n’est munie que de deux éléments sur l’axe secondaire, la sonde DMA A27 ne peut offrir ce type de déflexion.
L’utilité première des S-scans à faisceaux déviés consiste à détecter et à dimensionner les fissurations intergranulaires par corrosion sous contrainte dans les soudures austénitiques. L’angle limite de déflexion du faisceau dépend du nombre d’éléments sur l’axe secondaire de la sonde, ainsi que de leur taille et de leur fréquence. Bien que la sonde A17 peut appliquer une déflexion d’au moins 45 degrés à l’aide d’un sabot plat, cette limite diminue lorsqu’on utilise des sabots AOD et que le diamètre axial extérieur (AOD) est réduit.
 |  |
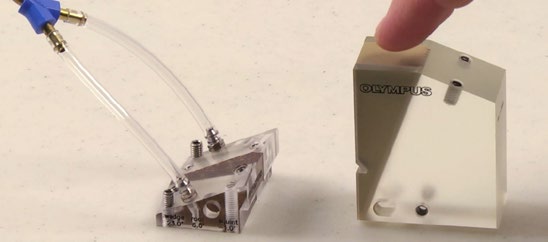
La sonde DMA A17 a été utilisée pour effectuer les inspections volumétriques et de surface sur d’autres échantillons d’Inconel. L’inspection de surface sert à détecter, à dimensionner et à caractériser les indications ou les défauts situés très près de la surface extérieure de la soudure. Les petits éléments de 4 MHz de la sonde A17 étaient bien adaptés à l’inspection des matériaux minces et à faible atténuation de ces échantillons. Aux fins de cette application, le sabot de modèle DN55L ou DNCR pouvait être utilisé. Néanmoins, c’est le modèle DNCR qui a été choisi, en raison de sa polyvalence pour s’adapter aux inspections volumétriques et de surface. La conception de ce sabot est optimale pour les inspections de surface où les chanfreins de soudure présentent une épaisseur approximative inférieure à 25 mm. L’inspection de surface s’ajoute à l’inspection volumétrique pour assurer une couverture complète du chanfrein.
Aux fins de l’inspection volumétrique, on a utilisé une sonde A27 et un sabot DNCR pour inspecter une soudure résistante à la corrosion (CRA) à partir d’un S-scan 30–80 degrés focalisé au travers d’un échantillon de 30 mm d’épaisseur. La vitesse de propagation longitudinale dans l’alliage Inconel 625 était établie à 5830 m/s, et celle dans l’acier au carbone (matériau de base), à 5890 m/s. Cette différence a causé un léger changement de l’angle du faisceau à la surface de la soudure. La précision du tracé de profondeur et de hauteur dépend de la détermination exacte des valeurs de vitesse de propagation dans le matériau de base et de la soudure.
La sonde A27 a généré un fort rapport signal sur bruit sur l’indication située du côté opposé.Tracée correctement, l’indication correspondait à la profondeur et à la localisation connues sur la ligne de soudure. La profondeur de l’indication a été mesurée à partir du A-scan présentant l’amplitude la plus élevée. Également, les lectures de trigonométrie de la porte pour le parcours sonore, la profondeur, la distance de la sonde et la position volumétrique à zéro sur l’axe d’index ont toutes été correctement tracées. | 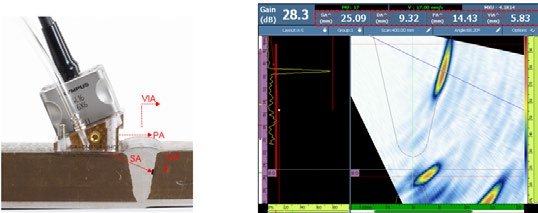 |
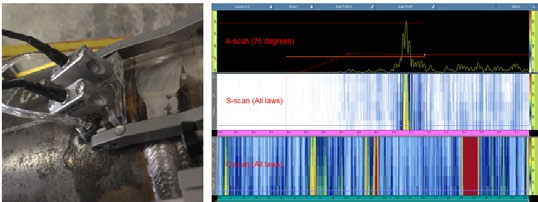
Pour l’inspection de surface, on a configuré la sonde A27 pour l’inspection à angle élevé dans le premier demi-bond. La sonde a aussi été configurée selon un S-scan à angle élevé d’environ 70–85 degrés à focalisation courte ou peu profonde. Au-dessus de 70–75 degrés, tous les faisceaux A-scan se diffusent parallèlement à la surface selon une vitesse de propagation longitudinale. Cela permet de détecter de la même manière les trous latéraux, les encoches ou les indications peu profonds. Aucune modification des résultats n’a pu être observée relativement à la forme de la couronne de soudure (affleurement ou pas).
 | Dans l’échantillon Inconel 625, la sonde A27 et le sabot DNCR ont détecté à la surface une encoche par électroérosion profonde de 1 mm, longue de 10 mm et située à une distance de plus de 20 mm de la face du sabot. |
 | Dans l’échantillon Inconel 800 d’un diamètre de 152 mm, la sonde A27 et le sabot DNCR ont détecté trois indications peu profondes et une indication sur le diamètre extérieure. |
Conclusion
Les sondes DMA standard d’Olympus – fréquences de 2,25 MHz (A17) et de 4 MHz (A27) – peuvent améliorer la capacité d’inspection des appareils OmniScan ou FOCUS PX pour les soudures austénitiques ou faites d’alliages Inconel.
La grande configuration (4 × 7 éléments) de la sonde A17 est optimale pour l’inspection de matériaux austénitiques épais à forte atténuation. La petite configuration (2 × 16 éléments) de la sonde A27 est optimale pour l’inspection de matériaux austénitiques minces à atténuation réduite.
Compatibles avec l’appareil OmniScan, les sondes DMA constituent un outil d’inspection multiélément supplémentaire pratique, tant pour les utilisateurs expérimentés que novices.
Dans l’échantillon Inconel 625, la sonde A27 et le sabot DNCR ont détecté à la surface une encoche par électroérosion profonde de 1 mm, longue de 10 mm et située à une distance de plus de 20 mm de la face du sabot.