Tuberías pequeñas de acero al carbono

Escáner COBRA en una tubería de 0,84 pulg. con dos sondas A15 PA y un equipo OminiScan MX2 de 16:64 elementos, representando dos grupos multielementos con escaneos sectoriales y C-scan.
Descripción
Acero al carbono
Tubería de diámetro pequeño
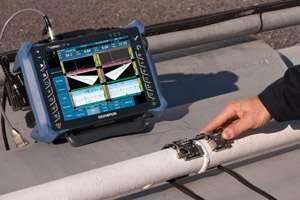
El escáner manual COBRA™, combinado con el detector de defectos OmniScan® PA (phased array), es utilizado para efectuar inspecciones de soldaduras circunferenciales en tuberías de diámetro pequeño. El COBRA integra dos sondas PA para inspeccionar tuberías con diámetros de 0,84 pulg. a 4,5 pulg.
Gracias a su diseño delgado, este escáner manual examina tuberías en áreas de acceso limitado a través de un pequeño espacio. En obstáculos adyacentes, tales como las tuberías, los soportes y las estructuras, el escáner puede encontrarse tan cerca de 12 mm (0,5 pulg) de ellos.
Este escáner utiliza múltiples enlaces para poder adaptarse rápidamente a varios diámetros de tuberías. ¡Simplemente, agregue o retire los enlaces! Por otra parte, su mecanismo de retención se dota de un accionamiento por resorte. Esto permite que el escáner se enganche adecuadamente a las tuberías. Esta característica única permite que el escáner sea instalado y operado en un lado de una columna de tubería cuando el acceso desde el otro lado es improbable.
El escáner COBRA es caracterizado por un desplazamiento de codificación uniforme, que permite adquirir datos fiables. El escáner COBRA asegura una presión estable, constante y fuerte, por tanto brinda óptimas señales UT y una codificación precisa alrededor de la circunferencia total de la tubería.
Aplicaciones
- Tubos de calderas
- Tuberías de procesamiento de diámetro pequeño
Técnicas generales
Soluciones de inspección de soldaduras por ultrasonido
El detector de defectos OmniScan goza de una distinguida trayectoria respecto a las inspecciones fiables y económicas de soldaduras por ultrasonidos multielementos (PA de Phased Array) provistas por este equipo. Las soluciones de inspección de soldaduras por ultrasonidos de Olympus ofrecen un medio adecuado y asequible para inspeccionar soldaduras y cumplir al mismo tiempo con las principales directivas y requisitos de fabricación. Es posible crear una combinación ideal con la unidad de adquisición, el escáner, el codificador y el software. Estas soluciones pueden ser reunidas para trabajar prácticamente en cualquier lugar. La optimización y el soporte continuo dado al software hacen que las inspecciones de soldaduras sean más fáciles y llevaderas para completar su flujo de trabajo de forma más eficaz.
Las soluciones de inspección de soldaduras de Olympus se aplican a soldaduras hechas de acero al carbono o aleaciones resistentes a la corrosión tales como los aceros austeníticos.
Ventajas generales:
- Inspecciones rápidas de soldaduras de diferentes diámetros, espesores y materiales.
- Cobertura volumétrica de soldadura al 100 %.
- Adaptable a soldaduras de unión, soldaduras circunferenciales, soldaduras longitudinales, soldaduras de configuración unilateral y a otros perfiles de soldaduras frecuentes.
- Portabilidad para inspecciones en oficina o campo.
Combinación de diferentes técnicas para obtener una cobertura de sonda completa y una eficiencia optimizada.
Técnica Pulse-Echo (pulso-eco) por ultrasonido multielemento Esta técnica por ultrasonido multielemento (Phased Array) se basa en la capacidad para modificar electrónicamente los haces de ultrasonidos, generados por la sonda que contiene múltiples elementos. Al excitar dichos elementos mediante diferentes tiempos de retardo (leyes focales), los haces se emiten en diferentes ángulos y son focalizados en profundidades específicas. | 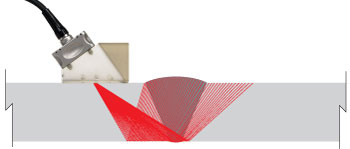 |
Técnica Pulse-Echo (pulso-eco) por ultrasonido convencional Esta técnica utiliza una sonda monocristal para generar un haz acústico a un determinado ángulo. El eco que se refleja en la sonda es interpretado por la unidad de adquisición para brindar información sobre el tamaño y la posición del defecto. |  |
| Técnica de difracción de tiempo de vuelo (TOFD) La difracción de tiempo de vuelo (TOFD) es una técnica de ultrasonidos que se basa en la propiedades de los defectos, como las grietas que difractan energía a partir de sus puntas al receptor de la sonda cuando son alcanzadas por los haces de ultrasonido (generados por el emisor de la sonda). La técnica TOFD utiliza una haz extenso que proporciona una buena cobertura y no depende de la orientación del defecto. | 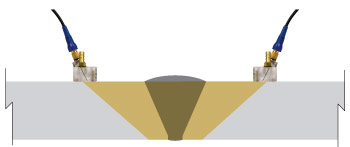 |
Onda longitudinal de emisión-recepción (TRL) Esta técnica utiliza sondas de emisión y recepción para generar ondas longitudinales refractadas. El uso de sondas separadas atenúa la vulnerabilidad frente a materiales ruidosos, lo cual provee un beneficio sustancial al efectuar inspecciones de aleaciones de grano grueso, tales como los aceros austeníticos y el níquel. | 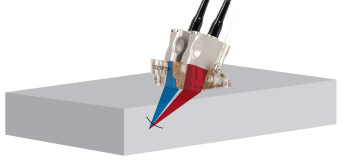 |
Técnica de onda superficial La técnica de onda superficial (progresiva) es un ensayo por ultrasonidos en el que se detectan discontinuidades mediante el retorno de la onda progresiva que recorre la superficie del componente bajo ensayo. | 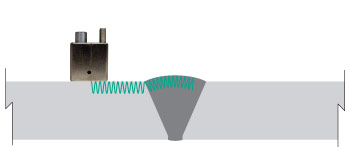 |
Selección de ensayos automáticos por ultrasonido convencional (AUT) en lugar de ensayos radiográficos (RT)
Los ensayos por ultrasonido, al ser comparados con los ensayos radiográficos, han podido demostrar su eficiencia en recipientes a presión, tanques, tuberías y configuraciones de soldaduras. Las soluciones de inspección de soldaduras por ultrasonidos de Olympus cumplen con los estándares ASME, API y otras exigencias del código de reemplazo radiográfico, como la adquisición completa de datos sin tratamiento y el uso de un codificador. Las soluciones de inspección de soldaduras por ultrasonidos, se diferencian de la tecnología radiográfica convencional, debido los siguientes múltiples beneficios:
- Ningún peligro relacionado a la seguridad radiológica
- Eliminación de interrupciones en el área de trabajo
- Almacenamiento digital de los datos adquiridos en tiempo real
- Eliminación del almacenamiento de películas radiográficas
- Productividad optimizada
- Probabilidad de detección (POD) optimizada
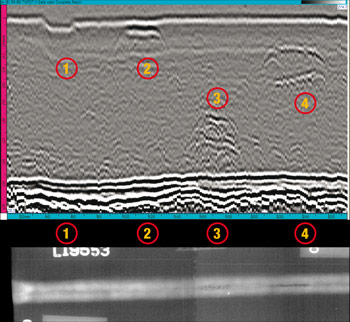
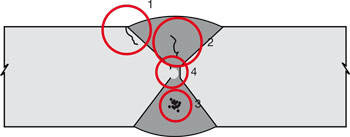
Comparación de indicaciones (defectos)
 |
|
Capacidad de medición
| N.° de identif. | Tipo de defecto | Ultrasonidos (AUT) | Radiografía (RT) |
| 1 | Grieta en pie de soldadura |
• Posición X, Y y Z
• Longitud de dimensionamiento • Altura de dimensionamiento |
• Posición X e Y
• Longitud de dimensionamiento |
| 2 | Grieta en garganta de soldadura |
• Posición X, Y y Z
• Longitud de dimensionamiento • Altura de dimensionamiento | • Ninguna detección |
| 3 | Porosidad |
• Posición X, Y y Z
• Longitud de dimensionamiento |
• Posición X e Y
• Longitud de dimensionamiento |
| 4 | Penetración en raíz de soldadura incompleta |
• Posición X, Y y Z
• Longitud de dimensionamiento • Altura de dimensionamiento |
• Posición X e Y
• Longitud de dimensionamiento |
Beneficios de las soluciones de inspección de soldaduras por ultrasonidos de Olympus
| Soluciones de ultrasonidos Olympus | Radiografía (RT) | |
| Ausencia de peligros radiológicos | Sí | No |
| Ausencia de área restringidas | Sí | No |
| Fácil implementación en el sitio de trabajo | Sí | No |
|
Probabilidad de detección (POD)
(defectos planos tales como grietas o falta de fusión) | Óptima | Deficiente |
| Inspección global | Óptima | Buena |
| Capacidad de dimensionamiento por profundidad | Alta precisión | Deficiente |
| Capacidad de dimensionamiento por longitud | Alta precisión |
Buena precisión
|
Métodos de escaneo
Inspección bilateralEl escáner COBRA, combinado con el detector de defectos OmniScan MX2, es capaz de efectuar inspecciones bilaterales para cubrir ambos lados de una soldadura en una sola pasada y, así generar mayor productividad. Para este tipo de inspecciones, el escáner acopla dos sondas phased array en ambos lados de la soldadura. La distancia entre dichas sondas puede ser ajustada para una rápida adaptación a diferentes espesores de soldadura.
| Inspección unilateralPara inspeccionar el acoplamiento de tubería a componente, el escáner puede ser configurado rápidamente para efectuar inspecciones unilaterales con una sola sonda. Olympus también ofrece una paquete COBRA más económico que puede ser utilizado con el detector de defectos OmniScan SX de un solo grupo. El uso de este paquete implica llevar a cabo dos pasadas durante la inspección de una soldadura.
|

Técnicas
Esta solución de ultrasonido multielemento (Phased Array) de Olympus utiliza las sondas Phased Array de bajo perfil A15 con una focalización de elevación optimizada que aumenta la detección de pequeños defectos en tuberías de espesor delgado. Las suelas de bajo perfil han sido desarrolladas para adaptarse a cada diámetro de tubería escaneada con el fin de ofrecer una solución completa. |  |
La sonda A25 de la serie Dual Linear Array* está desarrollada para inspeccionar aceros austeníticos que no pueden ser inspeccionados con la sonda A15 en el modo pulso-eco. La sonda A25 ofrece un innovador sistema que permite a las dos secuencias de elementos adaptarse al ángulo de techo de la suela. La segunda es optimizada conforme con el diámetro de la tubería bajo inspección. |  |
El escáner COBRA es compatible con las sondas de ultrasonido convencional (UT) que incorporan elementos de 3 mm de diámetro y una suela especialmente diseñada para realizar inspecciones TOFD*. |  |
*El uso de la técnica TOFD con una sonda DLA aumenta la altura libre.