
Los medidores de espesores por ultrasonido no se encuentran limitados a inspeccionar materiales bajo condiciones de temperatura normal (ambiente). Dicho esto, es posible medir materiales cuya temperatura superficial se aproxima a los 500 °C (900 °F). Al trabajar con metales, existen varias ocasiones en las que se necesita medir su espesor durante un proceso continuo que no facilita el enfriamiento de las piezas bajo ensayo.
El calor complica la precisión y eficiencia de las mediciones. Y, el hecho de utilizar una sonda inadecuada podría engendrar daños térmicos en ella y acortar su vida útil. A pesar de ello, aquí se le proporcionará ocho consejos para enfrentar los desafíos que se plantean al analizar materiales calientes.
- Uso de sonda dual para alta temperatura
El espesor de metales corroídos calientes que presentan superficies rugosas debe ser medido con una sonda dual para alta temperatura. Es sumamente importante seleccionar la sonda clasificada para la temperatura de su inspección. A continuación, se listan las sondas duales más comunes, dedicadas a los medidores de espesores, para altas temperaturas:- D790: Para contacto intermitente hasta 500 °C (932 °F)
- D791: Para contacto intermitente hasta 500 °C (932 °F)
- D797: Para contacto intermitente hasta 400 °C (752 °F)
- Uso de acoplante para alta temperatura
En condiciones de temperatura superior a 100 °C (200 °F) se requiere el uso de acoplantes especiales para altas temperaturas. El acoplante estándar de glicerina B2 no está clasificado para uso en temperaturas superiores a los 100 °C (200 °F); y, su uso provocaría pérdidas de señal o daños potenciales en la sonda. En su lugar, seleccione un acoplante para alta temperatura que esté clasificado para soportar la temperatura de su inspección. Una variedad de ellos ya está disponible comercialmente:- H-2: Acoplante para temperatura media. Uso bajo condiciones de hasta 398 °C (750 °F).
- I-2: Acoplante para alta temperatura. Uso bajo condiciones de hasta 675 °C (1250 °F).
- Uso de la función de compensación de la temperatura del medidor 38DL PLUS®
La velocidad acústica cambia en todos los materiales debido a la temperatura. Normalmente, la velocidad incrementa a medida que el material se enfría y desciende cuando éste se calienta más, engendrando cambios repentinos cerca de los puntos de congelamiento o fundición. Los cambios de velocidad están relacionados con el módulo de elasticidad y densidad; además, en función del material y su rango de temperatura, dicha relación puede carecer significativamente de linealidad. Medir materiales calientes con un medidor de espesores, configurado con una velocidad de sonido en temperatura ambiente, puede conllevar a la obtención de lecturas erróneas.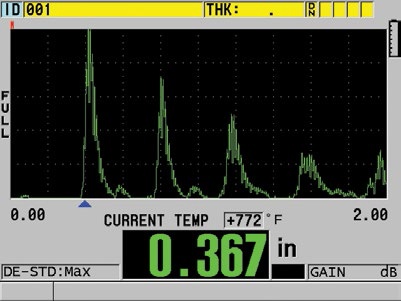 Para garantizar una precisión máxima es necesario tomar en cuenta el efecto de la temperatura elevada en la velocidad acústica. Esto puede llevarse a cabo mediante la calibración de la velocidad acústica del medidor, determinada en función de la temperatura donde las
mediciones tendrán lugar. El proceso puede ser tedioso y difícil de lograr, pero el medidor de espesores 38DL PLUS presenta una función de compensación de temperatura que, al ser activada, ajusta automáticamente los parámetros al cambio de la velocidad acústica en función de los valores térmicos introducidos antes de iniciar la inspección.
Para garantizar una precisión máxima es necesario tomar en cuenta el efecto de la temperatura elevada en la velocidad acústica. Esto puede llevarse a cabo mediante la calibración de la velocidad acústica del medidor, determinada en función de la temperatura donde las
mediciones tendrán lugar. El proceso puede ser tedioso y difícil de lograr, pero el medidor de espesores 38DL PLUS presenta una función de compensación de temperatura que, al ser activada, ajusta automáticamente los parámetros al cambio de la velocidad acústica en función de los valores térmicos introducidos antes de iniciar la inspección.
- Incremento del refresco de medición en el medidor de espesores
Incrementar el refresco de la medición en el medidor de espesores ayuda a reducir la cantidad de tiempo que la sonda requiere pasar en contacto con la superficie caliente.
- Aplicación de acoplante en la punta de la sonda evitando la superficie del material
Si aplica acoplante a la superficie de un material caliente, éste se quemará ante de efectuar la medición. Más bien aplique un acoplante apropiado en la punta de la sonda, y ponga esta última en contacto con la superficie caliente ejerciendo una presión firme.
- Límite de contacto de la sonda determinado a cinco segundos
Si no se puede obtener una lectura de espesor válida en cinco segundos, levante la sonda desde la superficie caliente, aplique más acoplante a la punta de dicha sonda y vuélvala a poner en contacto con el material bajo ensayo.
Los medidores avanzados, como el 38DL PLUS y el 45MG, permiten usar la función de congelamiento de pantalla para mantener la visualización de la medida. Esta función clave puede ser usada en mediciones de altas temperaturas, ya que permite acoplar brevemente la sonda en la muestra, pulsar la tecla FREEZE (Congelación), levantar la sonda y, por último, ajustar los parámetros de medición en el A-scan mantenido fijamente (congelado).
- Ejecución regular de la calibración a cero «Do ZERO»
Tal como se ha mencionado, la velocidad acústica de un material cambia en función de la temperatura; por lo que, a medida que las línea de retardo de la sonda dual se calientan, el sonido transmitido a partir de ella se dará bajo diferentes velocidades. Para compensar este fenómeno, se recomienda ejecutar una calibración a cero «Do ZERO» de forma periódica.
Esta puede llevarse acabo en dos pasos: primero se retira y limpia el acoplante de la parte frontal de la sonda; después, se pulsa la tecla 2nd F liberándola previamente antes de pulsar la tecla CAL ZERO. La pulsación de estas teclas hará que el medidor compense cualquier desviación térmica en la sonda.
- Nunca dejar que la sonda se recaliente
Si la sonda comienza a calentarse demasiado para poder sostenerla con las manos desnudas, déjela enfriar al aire o sumerja su parte frontal en agua. Después deberá reinicializar desde cero con la calibración a cero «Do ZERO».
Contenido relacionado
Ensayos por ultrasonido bajo condiciones de alta temperatura