
Eindringverfahren zur Prüfung von Edelstahlrohren auf Spannungsrisskorrosion oder Schweißnähten auf Risse, kann zeitaufwendig sein. Viele Rohre sind rau, verschmutzt oder angestrichen. Bevor das Eindringverfahren eingesetzt werden kann, müssen die Rohre geglättet und gereinigt werden. Angestrichene Rohre müssen abgeschliffen und wieder neu angestrichen werden. Glücklicherweise gibt es eine bessere Methode.
Im Folgenden sind 6 Vorteile der MagnaFORM Wirbelstrom-Array-Sonde (ECA) gegenüber dem Eindringverfahren aufgeführt.
1. Kein Abschliff und Neuanstrich mehr
Die MagnaFORM Sonde ist mit dem Prüfgerät OmniScan MXE bei angestrichenen Teilen einsetzbar, um ganz ohne Abschliff und Neuanstrich eine zuverlässige Bildverarbeitung zu gewährleisten. Dadurch kann die Prüfung schneller durchgeführt werden.
 C-Bild von SS304 ohne Abheben (0 mm) |  C-Bild von SS304 mit Abheben (3 mm) |
2. Raue Oberflächen verlangsamen die Arbeit nichtDank eines dynamischen Ausgleichs von Abhebefehlern erfasst die Sonde auch bei rauen Schweißnähten und korrodierten Bereichen Oberflächendefekte. Sogar beim Abheben bis zu 3 mm bleibt die Erkennung zuverlässig. | 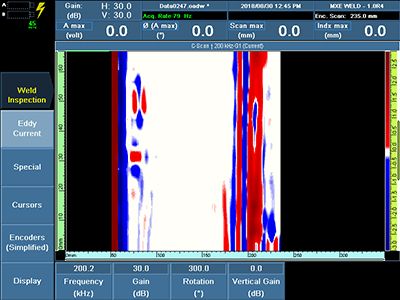 C-Bild von einer rauen Oberfläche |
3. Verschmutzte Teile stellen kein Problem darBei der Prüfung von verschmutzen, feuchten, rauen oder kalt bearbeiteten Komponenten bleibt das Signal/Rausch-Verhältnis mit dieser Lösung hoch und Defekte können schnell erkannt werden. |  Edelstahl (304) mit einer rauen und verschmutzten Oberfläche |
4. Eine Prüfeinstellung für Edelstahl (304 und 316)Für die Prüfung von Edelstahl (304 und 316) wird nur eine einzige vordefinierte Prüfeinstellung benötigt. Defekte von nur 1,6 mm können erkannt werden. |  Prüfung eines Blechs aus Edelstahl (304) |
5. Größerer Prüfbereich = schnellere PrüfungenDer MagnaFORM Scanner deckt pro Scan bis zu 65 mm ab, was die Prüfung beschleunigt. |  MagnaFORM Sonde auf einer Schweißnaht |
6. Kein Verschleiß mehrDie Sonde besitzt austauschbare Vorlaufkeile und einen integrierten Verschleißschutz, der mindestens für eine Prüfung von ca. 22 km reicht. |  Die MagnaFORM Lösung umfasst die Sonde, den Scannerwagen und ein Kabel mit einer Länge von 5 m. Die Software für den Ausgleich von Abhebefehlern befindet sich auf einer Speicherkarte und wird mit dem Prüfgerät OmniScan MXE eingesetzt. |
Ähnliche Artikel
Tired of Removing Paint to Inspect Welds?
Video: Setting Up and Calibrating the MagnaFORM Probe for Carbon Steel Weld Inspection
Eddy Current as an Alternative to Magnetic Particle Inspection for Carbon Steel Welds
