
包覆金属越来越广泛地应用于多种行业中,其中包括:石油和天然气生产、电力生产、化工、甚至船舶制造行业。使用包覆金属的主要目的是提高金属结构的成本效益,同时还可以保持或提高产品或设备的安全性和耐久性。
包覆金属
一种材料可以包覆两个或多个不同的金属层,多个包覆金属层通常具有互补作用。例如:一层金属可能具有防腐性能,而另一层金属可能有助于保持材料所需的结构强度。这种包覆金属组合在海上石油工业中较为常见。例如:薄层铬镍铁合金(Inconel)或超级双相合金经常会与碳钢或不锈钢合金组合在一起使用。在其他情况下,在碳钢结构上覆盖一层不锈钢,则是一种即可提高材料的防腐性能,又可将成本保持在合理水平的折衷办法。
还可以使用以下金属组合:钛/碳钢、钛/不锈钢、铝青铜/碳钢、不锈钢/碳钢、镍合金/碳钢、双相或超级双相钢/碳钢、铝/碳钢等。可以得益于金属包覆工艺的结构类型包括管板、反应器容器、热交换器、冷凝器等。
焊接工艺
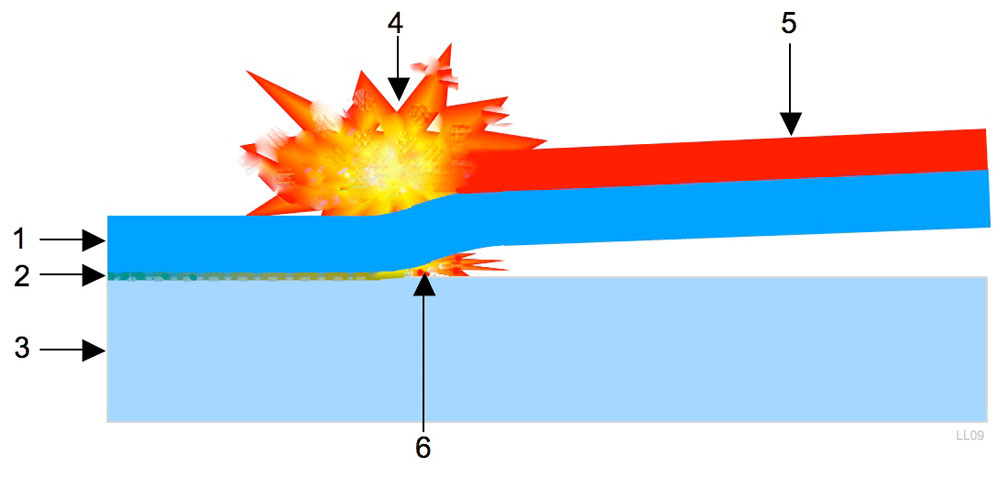
一种用于将两种金属接合在一起的方法被称为“爆炸焊接法”(EXW),也被称为“爆炸包覆”。爆炸焊接是一种使用受控的爆炸能量将两层金属粘接在一起的固态工艺。这种焊接工艺的对象是两块金属板或金属片。一个金属板一般由“常规”金属制成,如:碳钢;另一个金属板由“高质量”金属制成,如:超级双相钢。焊接之前,要对两块金属板进行清洁,并去除上面的氧化层,然后将它们上下对齐叠放在一起,两块板的中间放上塑料垫片。接下来,将一个装有炸药和引爆装置的框架放置在上层板的上面。当炸药被引爆时,会在两块金属板之间产生强大的压力波,压力波在将金属板之间的任何氧化层排挤出去的同时,会使金属板以原子方式粘接在一起(图1)。
这种工艺可以在露天环境或真空球形罩中完成。
 | 爆炸焊接
|
| 图1. 爆炸焊接工艺 | |
质量控制
爆炸焊接工艺对金属粘接的质量和一致性都会产生影响。由此产生的制造缺陷可能包括细微的剪切裂纹和脱粘区域。
通常可以使用有损检测方式发现细微的裂纹,而通过无损超声检测方式则可以有效地发现脱粘缺陷。使用64晶片或128晶片探头进行的相控阵超声检测,可以有效地探测到脱粘缺陷,特别是在探头被安装在电动扫查器上的情况下。
 |
| 图2. 一个奥林巴斯的MapROVER电动扫查器 |
使用相控阵技术检测包覆金属板
在这个示例中,我们使用了一台OmniScan相控阵探伤仪,以及一个与电动扫查器配套使用的7.5 MHz、64晶片相控阵探头。此应用所要求的探测灵敏度为5毫米脱粘区域。探头和金属的耦合应用了一种无需使用楔块的水层概念(HydroFORM解决方案)。整个探头组装件被安装在一个托架中,并集成到扫查器的撑臂中。
 |
| 图3. HydroFORM探头,左图中显示有声束,右图中显示有水舱和托架。 |
使用水中声程的优点是在高速扫查的过程中保持优质的耦合性能,并提供非常好的近表面分辨率(约1.5毫米)。由于本例中的包覆层只有5毫米厚,因此可提供优质近表面分辨率的特性尤其重要。图4(下图)为声束传播到包覆金属工件中的示意图:由水和金属、金属和金属、金属和空气的界面产生的3个回波以零度角出现在扇形扫描图中。
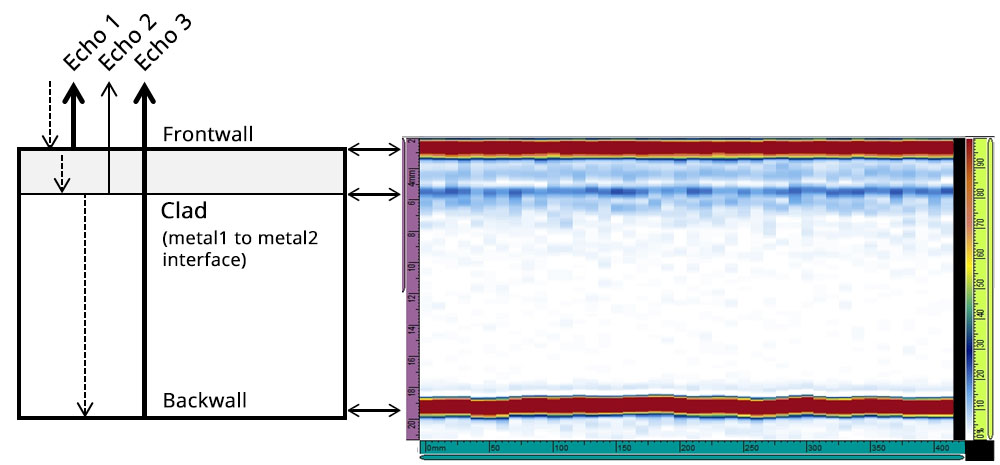 |
| 图4. 声束的传播(左图)和扇形扫描图中几个来自交界面的0度回波(右图)。扫描图的大小经过修改,不同于原图。 |
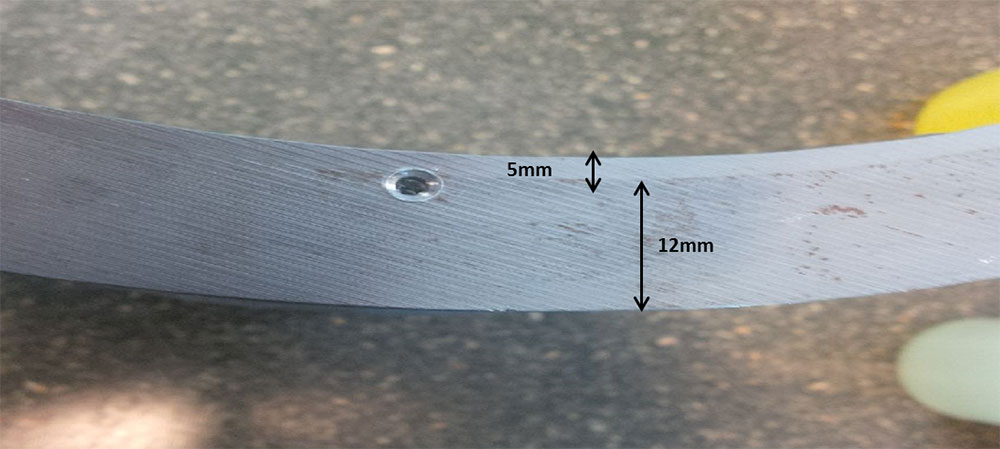 |
| 图5. 包覆金属层的示例 |
在扫查的过程中,使用了一个带有600毫米长光栅臂的电动扫查器,扫查器通过4个磁轮牢固地贴附在被测金属材料上。如果所要求的分辨率较低,如:5毫米,则数据采集速率可以达到1016毫米/秒。使用MapROVER扫查器,探头可以沿着光栅臂的方向以900毫米/秒的速度行驶,而且仍然可以清楚地探测到5毫米宽的脱粘区域。OmniScan探伤仪屏幕上的不同扫描视图有助于用户轻松地辨别缺陷指示。厚度编码C扫描可使用户清晰地定位被检金属板上的缺陷指示,而B扫描和D扫描则可以帮助操作人员确认缺陷的性质,例如:脱粘缺陷位于两种金属的交界面上,还是位于其中一个金属层的内部。例如,图6中清楚地显示了一个位于两种不同金属交界面上的缺陷指示。用户甚至可以对检测系统进行配置,使其在扫查过程中探测到缺陷指示时触发报警。在本示例中,不到一分钟的检测覆盖了600 mm × 4000 mm的区域。
扫查完成后,可以在仪器上或使用OmniPC软件的PC机上方便地将数据制作成报告。
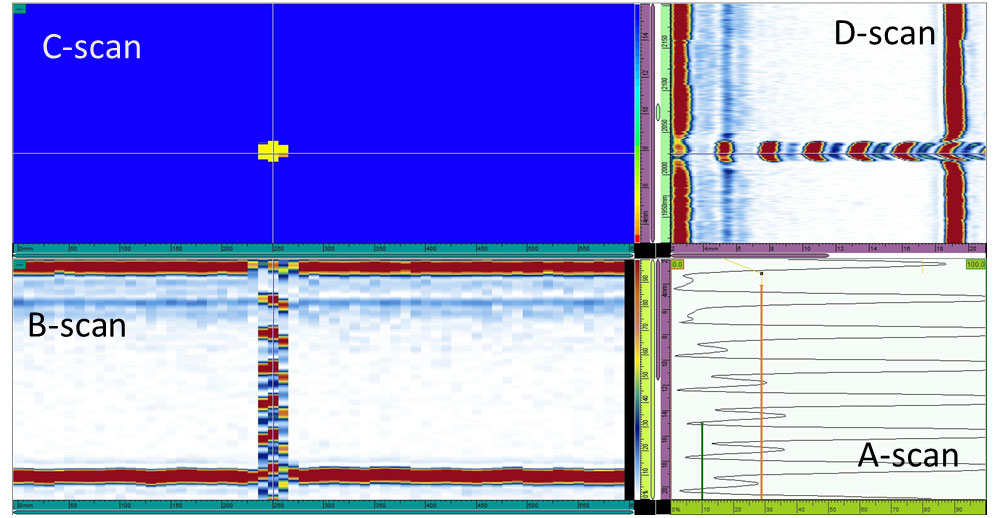 |
| 图6. 通过OmniScan探伤仪采集到的包覆金属板的检测数据。请注意图中的缺陷指示位于两种金属的交界面上。 |
结语
爆炸焊接方法在石油和天然气等行业中变得越来越重要。在制造过程中,需要一种快速可靠的方法检测两层金属之间的粘接质量。相控阵超声检测由于检测速度快,数据质量高,而成为一种理想的检测解决方案。当相控阵技术与电动扫查器结合在一起使用时,用户可以获得更高的检测速度。本文所讲述示例中的检测方法的主要优势特性如下:
- 速度快:在不到1分钟的时间内,检测了600 mm × 4000 mm区域
- 使用所需的分辨率,覆盖了整个需要检测的区域(由最小可接受缺陷尺寸决定)
- 通过直观的图像,获得更高的检出率
- 以数字形式呈现数据
- 快速制作报告
OmniScan和HydroFORM是注册商标,OmniPC和MapROVER是奥林巴斯公司的商标。
Inconel是Special Metals(特殊金属)公司的注册商标。
