6.2 Seleção de sonda de feixe angular
 Os vários tipos de transdutores ultrassônicos usados nas aplicações de detecção de defeitos são discutidos no Seção 4.1. Na inspeção de solda de construção, as sondas de feixe angular são a ferramenta principal e é complementada por transdutores de feixe linear. As sondas de feixe angular podem ser compostas por transdutores e calços intercambiáveis e separados, ou podem ser conjuntos integrais. Em muitos casos, a combinação transdutor/calço pode ser utilizada em inspeções que são especificadas por um código relevante ou um procedimento de inspeção. Se nenhuma sonda foi especificada, o inspetor deve selecionar uma sonda apropriada para o teste disponível, com base nas considerações a seguir.
Os vários tipos de transdutores ultrassônicos usados nas aplicações de detecção de defeitos são discutidos no Seção 4.1. Na inspeção de solda de construção, as sondas de feixe angular são a ferramenta principal e é complementada por transdutores de feixe linear. As sondas de feixe angular podem ser compostas por transdutores e calços intercambiáveis e separados, ou podem ser conjuntos integrais. Em muitos casos, a combinação transdutor/calço pode ser utilizada em inspeções que são especificadas por um código relevante ou um procedimento de inspeção. Se nenhuma sonda foi especificada, o inspetor deve selecionar uma sonda apropriada para o teste disponível, com base nas considerações a seguir.

Frequência:
Os transdutores de feixe angular geralmente estão disponíveis em frequências de 500 KHz a 10 MHz, no entanto, a maioria dos testes de solda é realizada em frequências entre 2 MHz e 5 MHz. As frequências mais baixas proporcionam maior penetração através de longos trajetos sonoros ou através de metal granulado grosso, enquanto as frequências mais altas fornecem melhor resolução de pequenas falhas. Se não especificado de outra forma pelo código, 4 MHz ou 5 MHz geralmente é uma boa frequência para se iniciar uma avaliação.

Ângulo:
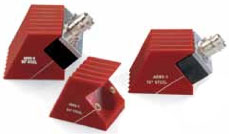
Quase todos os testes de feixe angular são realizados em ângulos padrão de 45, 60 e 70 graus, embora em alguns casos especializados também sejam usados calços de 30 e 90 graus (onda de superfície). Como regra geral, calços angulares mais altos (60 e 70 graus) são comumente usados quando a espessura do metal é menor que 25 mm (1 pol.), aproximadamente, e calços angulares mais baixos (45 graus) são comumente usados quando a espessura do metal é maior que 50 mm (2”), aproximadamente. Dois ou três ângulos diferentes podem ser usados em um determinado teste, com base na geometria da peça e nos requisitos de resolução das falhas. Mais as informações podem ser encontradas nos códigos de inspeção comuns. O ângulo do calço em um determinado caso deve ser alto o suficiente para que um sinal da primeira perna alcance a raiz da solda a partir de uma posição na superfície da peça que não seja obstruída pela coroa da solda.

Tamanho:
Os transdutores e calços de feixe angular estão disponíveis em uma ampla variedade de formas e tamanhos, com elementos redondos, quadrados ou retangulares. A prática da indústria norte-americana favorece o uso de elementos redondos (exceto nas inspeções de código da AWS), enquanto a prática europeia favorece elementos quadrados ou retangulares. Os tamanhos de elementos mais comuns incluem 0,25”, 0,5” e 1”de diâmetro para elementos redondos e 8 × 9 mm, 14 × 14 mm e 20 × 22 mm para elementos quadrados/retangulares, no entanto, vários outros tamanhos padrão também estão disponíveis. Elementos menores podem fornecer uma melhor resolução de pequenas falhas, e calços menores podem se adaptar mais facilmente às superfícies curvas. Elementos maiores fornecem mais cobertura da área e, portanto, uma digitalização mais rápida, além de um feixe reduzido se propagando por longos trajetos de som.
 Com essas considerações em mente, o inspetor deve usar seu conhecimento e experiência para selecionar a melhor sonda ou sondas para um teste. Sempre que possível, o desempenho da sonda deverá ser verificado de acordo com as normas de testes com os refletores de referência apropriados e defeitos conhecidos.
Com essas considerações em mente, o inspetor deve usar seu conhecimento e experiência para selecionar a melhor sonda ou sondas para um teste. Sempre que possível, o desempenho da sonda deverá ser verificado de acordo com as normas de testes com os refletores de referência apropriados e defeitos conhecidos.